
电机主极端板冲压模具设计与制造(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
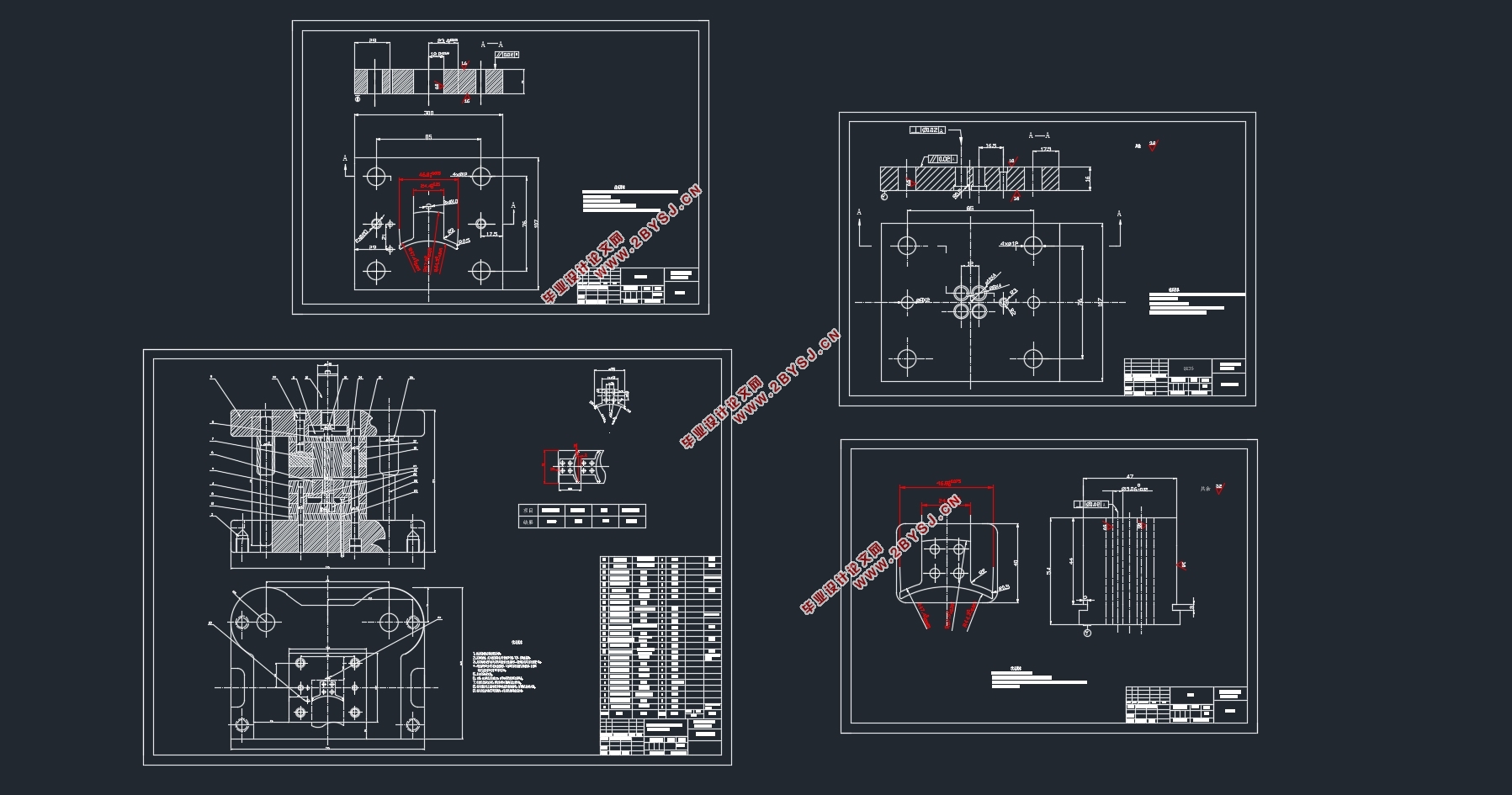
电机主极端板冲压模具设计与制造(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书10000字,CAD图4张)
摘要
冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。
本文依照板类冲压模具工艺设计的基本流程,查阅资料,借鉴经验,经过对比论证,选用合适使用的工艺路线进行设计。
从零件的工艺分析,冲裁工艺方案分析到模具结构的确定,都给出了详细的说明。同时,还对搭边值,步距,相关冲裁力进行了计算,对模具凸模等各个零部件进行了计算说明,对工作原理也给出了详细的解释。最后,通过专业的制图软件,绘制出了冲压模具的装配图以及主要零部件图。在冲压模具机械加工方面,阐明了工作零件的技术要求,热处理方式,并且详尽说明了几个典型部件的加工工艺过程。
关键词:冲压模具 工艺分析 零件设计 制造
Die design and manufacture of electric motor electrode plates
Abstract
Pressing is a press working method to achieve required parts by using die which installs on the press machine to put pressure on materials in order to make plastic deformation happens . Stamping die is a special tooling to let materials become parts during cold pressing process .
This paper follows basic process of plate like mould design, searching books, learning each other’s experience, by making contrastive demonstrating, choose a suitable process route to design .
The paper illustrates a detailed description includes industrial analysis of parts, stamping process project design and confirming structural features of dies . Also, some calculations about webbing, cutting force, part design and stepping distance have been done . It gives detailed explanation about working principle either . At last, assembling drawing and main part drawing have been shown by professional cartographic software . In the manufacturing field, the paper explains technical requirements of parts , ways of heat treatment and machining processes of typical parts .
Keywords: Press tool; industrial analysis; part design; manufacture
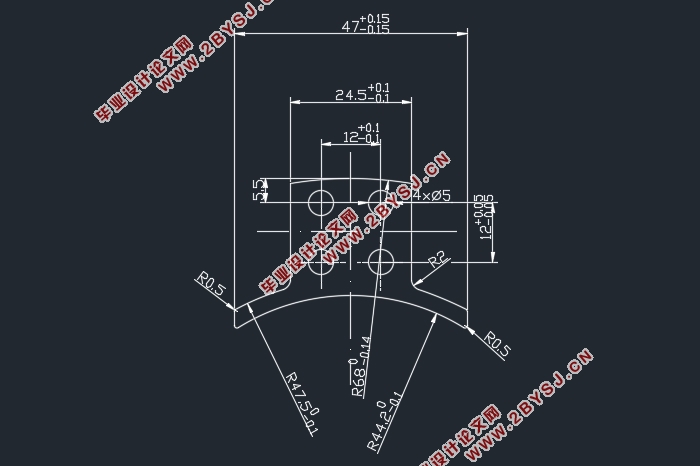
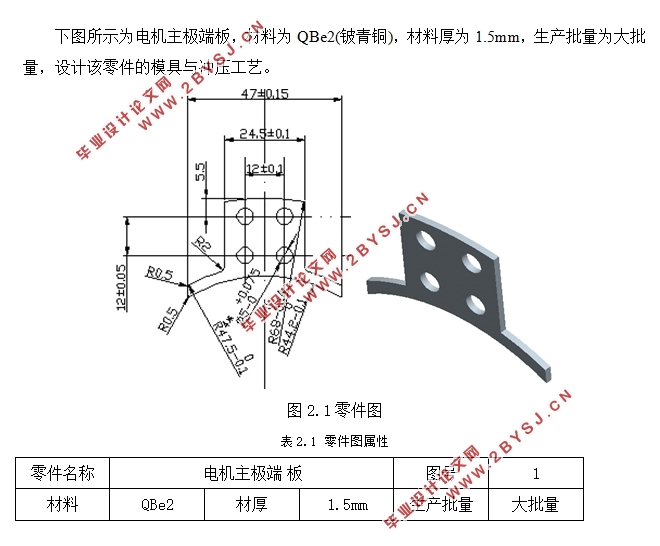
2.1零件图分析
下图所示为电机主极端板,材料为QBe2(铍青铜),材料厚为1.5mm,生产批量为大批量,设计该零件的模具与冲压工艺。
表2.1 零件图属性
零件名称 电机主极端 板 图号 1
材料 QBe2 材厚 1.5mm 生产批量 大批量
2.2材料分析
铍青铜QBe2,为含有少量镍的铍青铜,是力学.物理.化学终合性能良好的一种合金。经淬火调质后,具有高的强度.硬度.弹性.耐磨性.疲劳极限和耐热性;同时还具有高的导电性.导热性和耐寒性,无磁性,碰击时无火花,易于焊接和纤焊,在大气.淡水和海水中抗蚀性极好。
QBe2铍青铜产品特性:高性能铜合金,经固溶及时效硬化处理,具有高硬度,高耐磨高抗爆性,高屈服极限与疲劳极限,耐腐性能佳,高导电率及优异的散热性能。易于加工,冷却效果优异。HRC38~43,抗拉强度为660MPa,抗剪强度为520MPa,材料可以冲压制件。
铍青铜应用领域:应用于高精密电子,塑胶和光学模具不能通水处作壤件散热、模芯、冲头、热流道冷却系统、通讯制备器材,电子电器设备,仪器仪表,航空航天,汽车制造等及加工零件之原材。[12]
2.3零件结构分析
(1)零件结构:Φ5mm的圆孔分布,两边为短边
(2)冲孔时,对于Φ5mm孔,可以采用无导向凸模冲孔,也可以采用有导向凸模冲孔。
第三章 冲裁工艺方案分析与模具结构方案的确定
方案一:先落料,后冲孔,采用单工序模加工。
方案二:落料和冲孔复合冲压,采用复合模加工。
方案三:冲孔和落料级进冲压,采用级进模加工。
方案一模具结构简单,但模具成本高而生产效率低;方案二工件同轴度较好,表面平直,尺寸精度较高; 生产效率高,且不受条料外形尺寸的精度限制,有时废角料也可用以再生产。方案三生产效率高,操作方便,工件精度也能满足要求。[13]
由于是大批量生产,生产批量复合模可以成倍地提高生产效率,生产批量越大,提高生产效率就越显得重要,且零件孔比较多,综合考虑,采用复合模冲压。
复合模是在压力机的一次行程内在模具的一个工位上完成两道或两道以上的冲压工序模具,是一种多工序冲压模具。正装式复合膜结构简单,又可以直接利用压力机的打杆装置进行推件卸件可靠,便于操作,并为机械化出件提供有利条件,所以应用广泛,适用于薄料冲裁,平整度要求高的工件。[14]
级进模由多个工位组成,各工位按顺序关联完成不同的加工,在压力机的一次行程中完成一系列的不同的冲压加工。一次行程完成后,由冲床送料机按照一个固定的步距材料向前移动,这样在一副模具上就可以完成多个工序,一般有冲孔,落料,折弯,切边,拉伸等等。
根据零件分析,宜采用正装复合模。
目录
摘要 I
ABSTRACT II
第一章 引言 1
1.1课题研究的目的与意义 1
1.2冲压模具的发展 1
1.2.1发展现状 1
1.2.2发展趋势与未来 1
1.3冲压模具的不足 2
1.4课题研究的主要内容 2
第二章 冲裁零件的工艺分析 4
2.1零件图分析 4
2.2材料分析 4
2.3零件结构分析 5
第三章 冲裁工艺方案分析与模具结构方案的确定 6
第四章 工艺参数设计 7
4.1确定排样方式 7
4.2计算搭边值 7
4.3条料宽度的确定 8
4.4步距的确定 9
第五章 力的计算与压力中心的确定 11
5.1冲裁力等相关压力计算 11
5.2选用压力机 12
5.2.1冲压设备的选用原则 12
5.2.2选择压力机及压力机参数 12
5.3确定压力中心 13
第六章 模具刃口尺寸计算 15
第七章 模具总体设计 17
7.1模具类型的选择 17
7.2定位方式 17
7.3卸料与出件方式 17
7.4确定送料方式 17
7.5装配图 18
7.6模具工作过程 18
第八章 模具主要零部件的设计选用 19
8.1确定落料凹模外形尺寸 19
8.2落料凹模具体设计 20
8.3冲孔凸模外形尺寸设计 21
8.4冲孔凸模的具体设计 21
8.5凸凹模的设计 22
8.6挡料销和导料销的设计 23
8.7卸料板的设计 23
8.8顶件块的设计 23
8.9模架及其他零部件 23
第九章 冲压模具的机械加工 24
9.1工作零部件的技术要求 24
9.2工作零件的热处理 24
9.3机械典型零件加工工艺过程 24
9.3.1凸模加工工艺过程 24
9.3.2凹模加工工艺过程 25
设计总结 27
参考文献 28
致谢 29