
不锈钢水杯盖冲压模具设计(含CAD零件装配图,UG三维建模)
无需注册登录,支付后按照提示操作即可获取该资料.
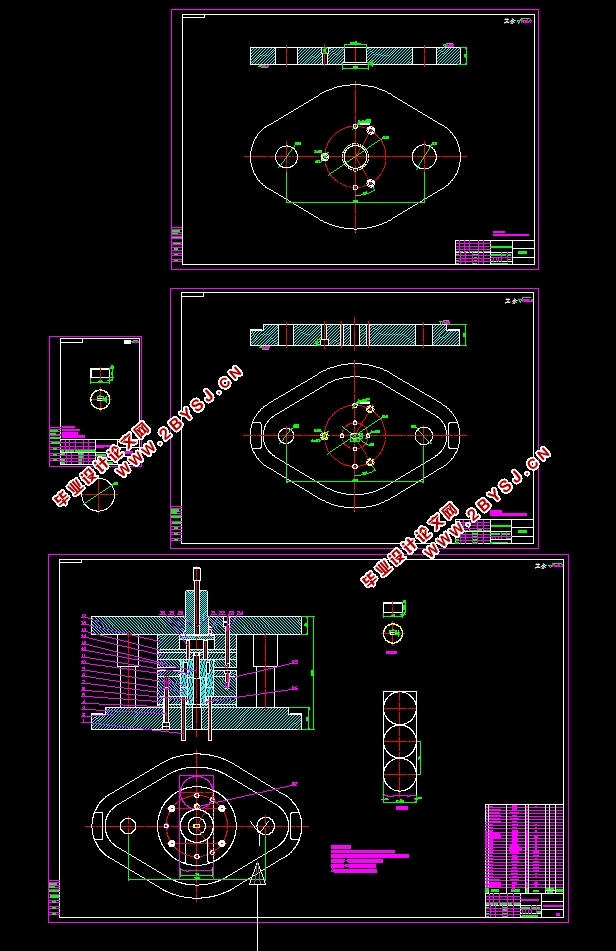
不锈钢水杯盖冲压模具设计(含CAD零件装配图,UG三维建模)(开题报告,论文说明书11500字,CAD图纸21张,UG三维图)
本设计是对给定的产品图进行冲压模具设计。冲压工艺的选择是经查阅相关资料和和对产品形状仔细分析的基础上进行的;冲压模具的选择是在综合考虑了经济性、零件的冲压工艺性以及复杂程度等诸多因素的基础上进行的;产品毛坯展开尺寸的计算是在方便建设又不影响模具成型的前提下简化为所熟悉的模型进行的。文中还对冲压成型零件和其它相关零件的选择原则及选择方法进行了说明,另外还介绍了几种产品形状的毛坯展开尺寸计算的方法和简化模型,以及冲压模具设计所需要使用的几种参考书籍的查阅方法。
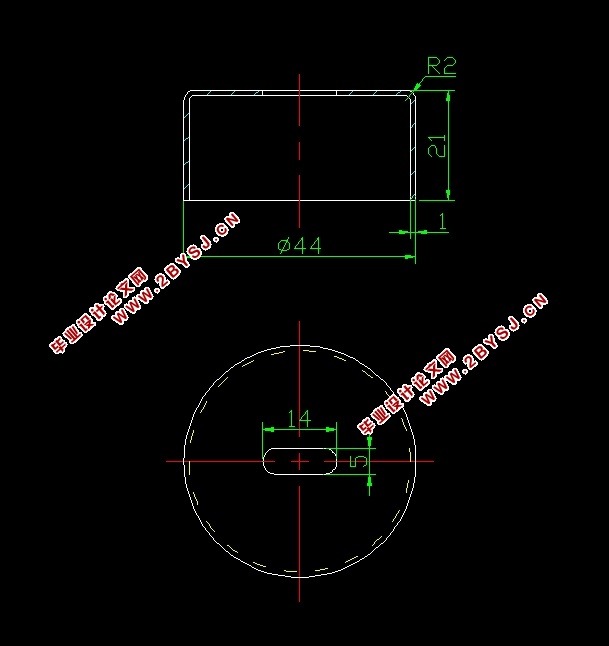
2.1.1.冲压件的形状
图1.零件及尺寸
此制件的形状较简单,且对称,有圆角过渡,便于模具的加工,产品材料为不锈钢201,厚度1.0mm。201不锈钢材具有一定的耐酸、耐碱性能,密度高、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖优质材料等。主要用于做装饰管、工业管、一些浅拉深的制品。
2.1.2.零件的工艺性分析
产品所用的材料为不锈钢,其力学性能如下:τ=550Mpa,σb=520Mpa,σs=275Mpa。(《冷冲压工艺与模具设计》P322),零件图上未注公差等级,属自由尺寸,按IT10级确定工件尺寸的公差。该制件形状简单,尺寸较小,厚度一般,属于普通冲压件。
本零件采用的是1.0mm的钢板料带冲压而成,由图而知该图的零件外形尺寸不大且外形简单,要求的精度也不高。该零件中间有1个腰圆形孔,由于孔尺寸大于2倍料厚,所以不属于深孔冲裁,故没有必要对孔冲头采取保护措施,所以对凸模不需要进行强度校核。从材料来说,该零件比较薄,便于成型,故该零件有利于冲压成型。
2.1.3.冲裁件的尺寸精度
冲裁件的精度主要以其尺寸精度、冲裁断面粗糙度、毛刺高度三个方面的指标来衡量,根据零件图上的尺寸标注及公差,可以判断属于尺寸精度为IT10—IT11的经济级普通冲压。
目 录
摘 要 4
第一章、绪论 5
1.1.冲压的概念、特点及应用 5
1.2.冲压的基本工序及模具 6
第二章、冲裁件的工艺性分析 7
2.1.冲压件的结构工艺性 7
2.1.1.冲压件的形状 7
2.1.2.零件的工艺性分析 8
2.1.3.冲裁件的尺寸精度 8
第三章、制件冲压工艺方案的确定 9
3.1.冲压工序的组合与选择 9
第四章、制件排样图的设计及材料利用率的计算 11
4.1.展开尺寸的计算 11
4.2.制件排样图的设计 12
4.2.1.搭边与料宽 12
4.3.材料利用率的计算 14
第五章、确定总冲压力和选用压力机及计算压力中心 15
5.1.落料拉深模 15
5.2.压力中心的计算 16
5.3.压力机的选用 18
第六章、凸、凹模刃口尺寸计算 19
6.1.拉深模 19
6.2.落料,冲孔凸、凹模刃口尺寸 20
6.2.1.计算原则 20
6.2.2.凸模和凹模配合加工 21
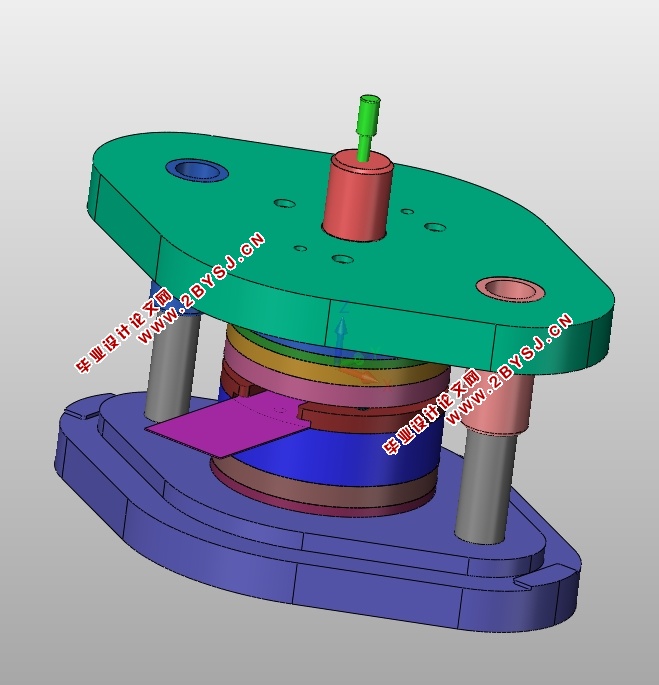
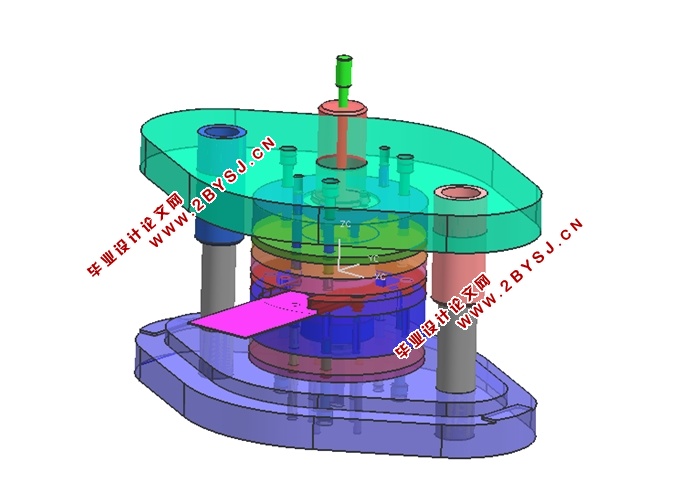
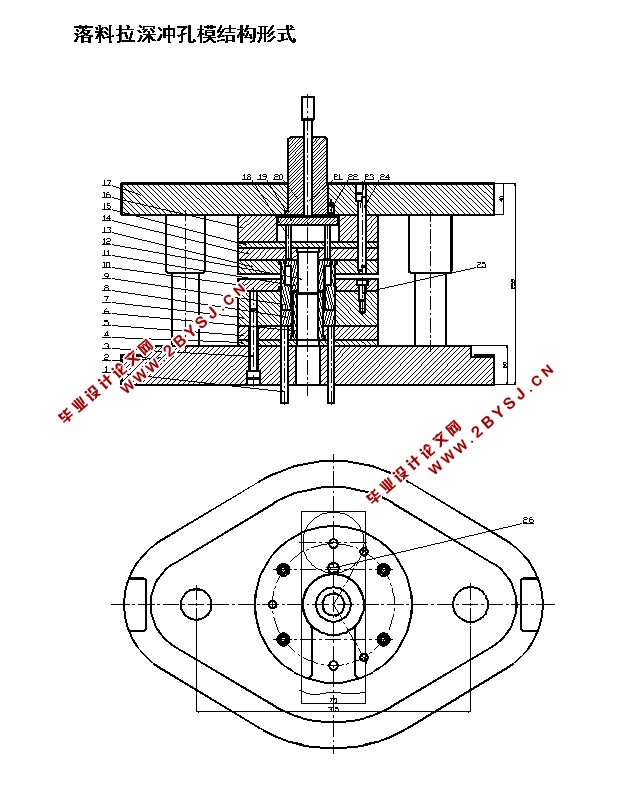
第七章、模具整体结构形式设计 23
7.1.落料拉深冲孔模结构形式: 23
第八章、模具零件的结构设计 25
8.1.拉深凸模的设计 25
8.2.拉深凸凹模的设计 25
8.3.落料凹模的设计 26
第九章、压力机的校核 28
9.1.压力机的校核 28
设计小结 29
致 谢 30
参考文献 31