
厨房不锈钢水槽模具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
厨房不锈钢水槽模具设计(含CAD零件图装配图)(论文说明书9800字,CAD图纸11张)
摘 要
本文介绍了金厨房不锈钢水槽模具设计的全过程。首先对制件进行冲压工艺分析以及确定模具的总体结构、计算各工艺参数等,又确定了该冲压模主要零件的结构形式,并对所设计的主要零件进行分析说明,采用CAD软件绘制冲压模具工作零件的零件图;最后绘制装配图,编写说明书。
关键字:水槽;参数
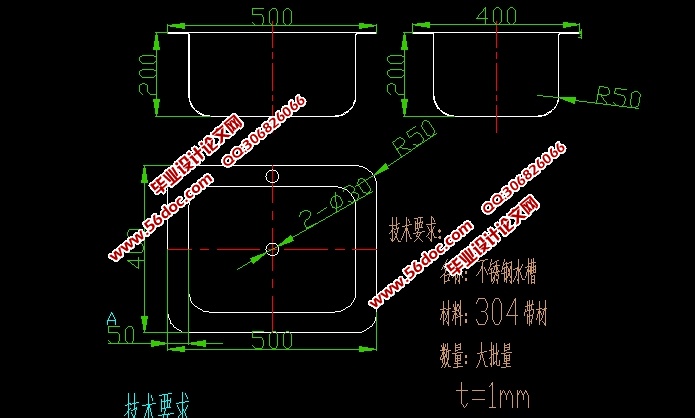
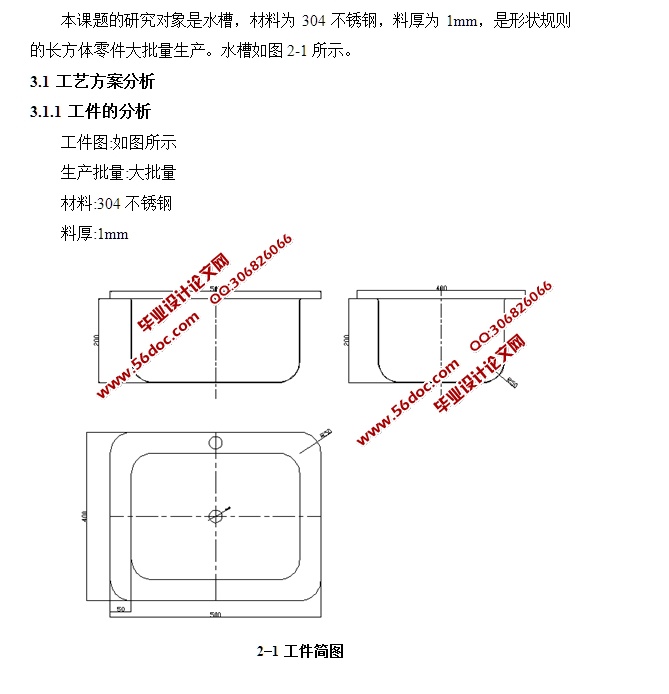
本课题的研究对象是水槽,材料为304不锈钢,料厚为1mm,是形状规则的长方体零件大批量生产。水槽如图2-1所示。
3.1 工艺方案分析
3.1.1 工件的分析
工件图:如图所示
生产批量:大批量
材料:304不锈钢
料厚:1mm
图2-1所示为水槽,材料为304不锈钢,料厚为1mm,是形状规则的长方体零件,大批量生产。
3.1.2 切边冲孔工艺分析
由图2-1可见,该工件的加工涉及到落料,冲孔,拉伸三种工序内容。
切边冲孔工艺分析
此工件为有凸缘长方形,工件,要求内形尺寸,没有厚度不变的要求。此工件的形状满足拉深的工艺要求,可用拉深工序加
工件底部圆角半径r=50mm,大于拉深凸模圆角半径r凸=1~3Tmm,满足拉深对圆角半径的要求。尺寸400mmX300mm,按公差表查得为IT14级,满足拉深工序对工件公差等级的要求。
3.2 工艺方案的确定
根据制件的工艺性分析,其基本工序有落料、拉深和。现拟定以下几种工艺方案:
方案一:先落料,后拉深,再冲孔了最后切边采用单工序模生产。
方案二:落料,拉伸,切边冲孔复合冲压,采用复合模生产。
方案三:拉深 落料级进冲压,,采用级进模生产。
方案分析:方案一模具结构较为简单,但需要五副模具和四道工序,成本高,生产效率低,难以满足大量生产的生产要求。
方案二只需要三副模具,减少了工序数量,工件的精度及生产效率都比较高,但模具制造时有一定的困难。
方案三也只需要一副模具,生产的制件精度不如复合模生产精度高,模具本身制造也有一定的难度,生产效率不如复合模高,并且生产过程中需要克服工件的精确定位问题。通过对上述三种方案的综合比较,并且考虑模具的制造精度及制件的精度,该冲压工艺方案选用方案二较优。
目 录
1 绪论............................................................................................................................1
2 冲压模具简介............................................................................................................2
2.1 冲压成形与冲压模具的概念.............................................................................2
2.1.1 冲压模具的分类..............................................................................................2
2.2 本课题主要研究的内容及意义.........................................................................3
3 复合模具总体方案的分析与确定............................................................................6
3.1 工艺方案分析.....................................................................................................6
3.1.1 工件的分析............................................................... ...............................6
3.1.2 切边冲孔工艺分析........................................................ ..........................7
3.2 工艺方案的确定.................................................................................................7
4 主要的工艺参数计算................................................................................................8
4.1 毛坯尺寸的计算.................................................................................................8
4.2 排样.....................................................................................................................8
4.3 工序压力计算.....................................................................................................9
4.4 冲压设备的选择...............................................................................................10
5 主要工作部分尺寸计算..........................................................................................12
5.1 落料刃口尺寸计算...........................................................................................12
5.2 刃口尺寸计算...................................................................................................12
5.3 复合模具主要零件的设计...............................................................................13
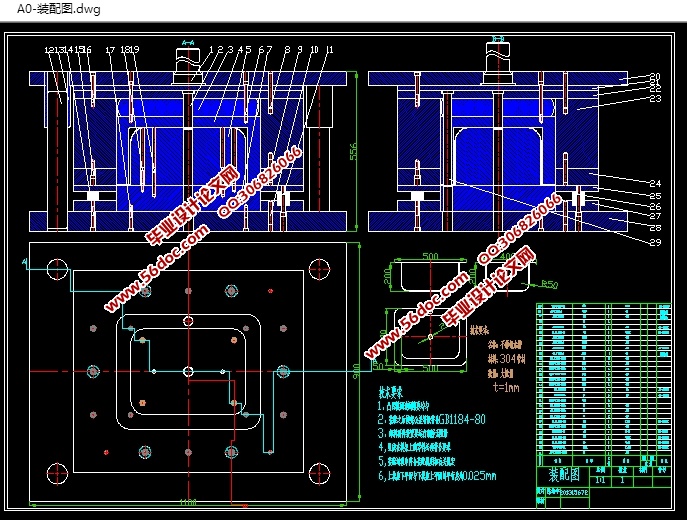
6 切边冲孔复合模装配..............................................................................................17
6.1 冲压模具装配的技术要求...............................................................................17
6.2 切边冲孔复合模装配的特点...........................................................................18
6.3复合模具的总体设计........................................................................................18
6.4复合模具总装配................................................................................................18
总结..............................................................................................................................20
致谢..............................................................................................................................21
参考文献......................................................................................................................22