
偏心轴的工艺规程及夹具设计(含CAD零件图装配图,工艺卡,工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
偏心轴的工艺规程及夹具设计(含CAD零件图装配图,工艺卡,工序卡)(任务书,外文翻译,论文说明书9900字,CAD图纸10张,工艺卡,工序卡)
摘 要
本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
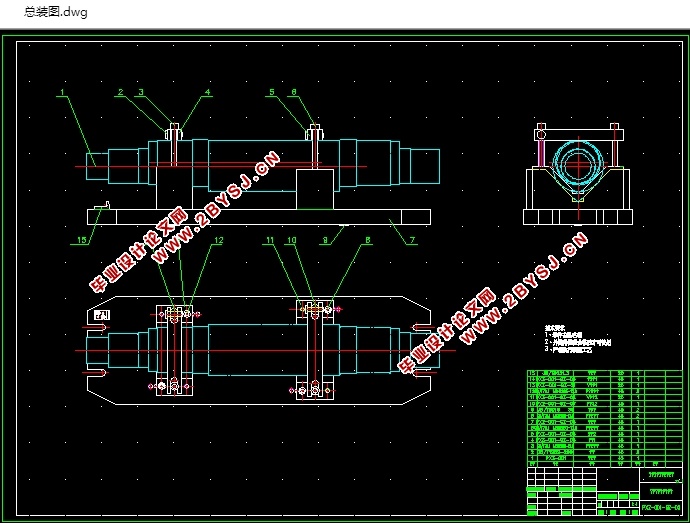
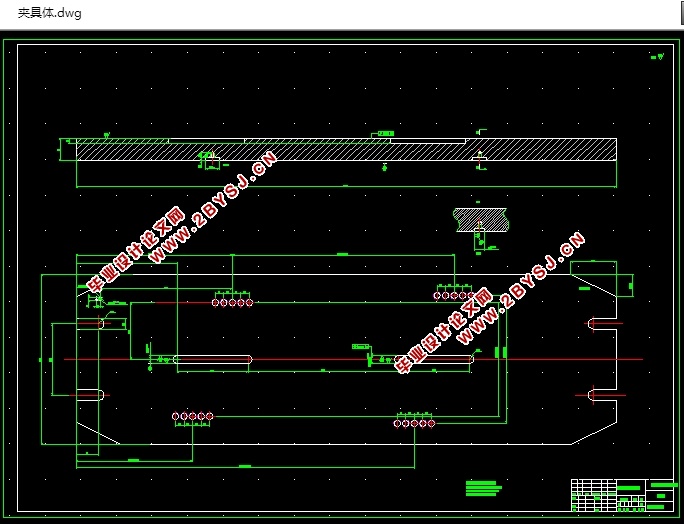
偏心轴加工工艺规程及镗床镗定心夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
零件的工艺分析
尺寸精度
偏心轴图纸上键槽尺寸精度要求较高,为IT7级公差,但通过数控龙门铣床该加工精度相对来说比较容易保证,图纸中基本上都是一些未标注公差的尺寸,如长度尺寸、外圆尺寸等未标注尺寸公差,在加工中可以按照GB/T1804-m中所规定的公差带进行加工。


目 录
摘 要 I
ABSTRCT II
目 录 III
序 言 1
一 零件的分析 2
1.1零件的作用 2
1.2零件的工艺分析 3
1.2.1尺寸精度 3
1.2.2表面粗糙度的要求 3
1.2.3形位公差要求 3
1.2.4其他技术要求 4
二. 工艺规程设计 5
2.1确定毛坯的制造形式 5
2.2基面的选择 5
2.2.1粗基准选择 5
2.2.2精基准的选择 6
2.3加工方法的选择 8
2.4加工顺序的安排 8
2.5制定工艺路线 9
2.6机械加工余量、工序尺寸及毛坯尺寸的确定 12
2.7 确定切削用量及基本工时 12
2.7.1铣端面,钻中心孔 12
2.7.2粗车1 14
2.7.3粗车2 15
2.7.4粗车3 16
2.7.5修中心孔 18
2.7.6精车1 19
2.7.7精车2 21
2.7.8精车3 23
2.7.9铣槽 24
三 夹具设计 27
3.1问题的提出 27
3.2定位基准的选择 27
3.3切削力和夹紧力的计算 27
3.5夹具设计及操作的简要说明 30
总 结 31
致 谢 33
参 考 文 献 34