
弹簧座冲压工艺及落料拉深复合模设计(含cad零件图和装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
弹簧座冲压工艺及落料拉深复合模设计(含cad零件图和装配图)(含任务书,开题报告,中期检查表,论文说明书11300字,CAD图纸9张)
摘要:
冲压模具作为制造产品(或半产品)的一种工具,其作用是完成某种工艺。模具设计必须满足工艺要求,最终满足产品的形状、尺寸和精度的要求。因此冲压设计师必须掌握冲压工艺,包括冲压工艺的分类、各种工艺计算、工艺制订等基础知识,而后才可以选择模具的类型,进行模具设计,使模具的类型表面质量、尺寸精度结构及尺寸等满足工艺及产品的要求。
冷冲压工艺大致分两类:分离工序和成型工序。分离工序的目的是在冲压过程中将冲压件与板料按一定的轮廓线进行分离:分离工序又可分为落料、冲孔和剪切等。成型工序的目的是使冲压毛胚在不破坏其完整性的条件下产生塑性变形,并转化成产品所需要的形状:成形工序又分为弯曲、拉深、翻边、翻孔、胀形、扩孔等。
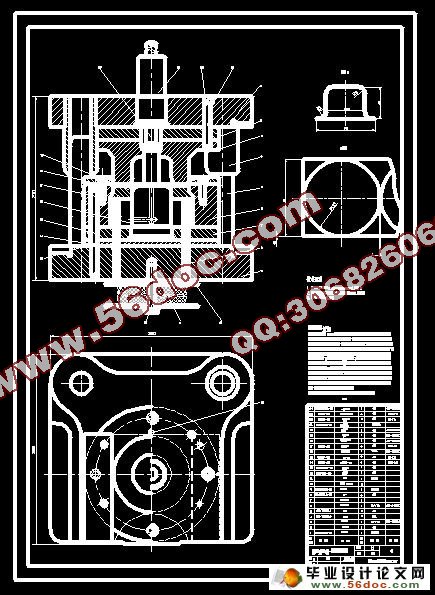
对本零件的首道工序,本设计用正装落料拉深复合模来完成。考虑到工件属于旋转体,是一般凸缘圆筒件,形状简单、对称。而且所用材料08钢的塑性和韧性均高,无回火脆性倾向,拉深工艺性较好,圆角也较适合。故模具制造方便,两道工序在一副模具中完成,生产效率高。
关键词:复合模 拉深工艺 塑性 韧性 模具制造
Abstract:
Hurtle a kind of tool of press the molding tool conduct and actions manufacturing product( or the half product), its function is to complete a certain craft. Therefore hurtling to press designer must control to hurtle to press the craft, the classification, various craft calculation, craft that includes to hurtle to press the craft establishes etc. the foundation knowledge, just can choose the type of the molding tool and then, carry on the molding tool design, make the type, structure and size etc. of the molding tool satisfy the request of the craft and product.
Cold hurtle to press the craft to divide mostly two type: Separate the work preface and model the work preface. Purpose that separates the work preface is at hurtle to ran over the distance lieutenant general to hurtle to press the piece and planks to anticipate to press certain outline line to carry on the separation: Separating the work preface can is divided in to fall to anticipate again, blunt bore and shear to slice etc.. The purpose that models the work preface is to make hurtle to press the hair , the creation transforms under the condition of not break its integrity, and convert the shape that product need: Take shape the work preface and is divided into the flection and pull deep, turn over the side, turn over the bore, bulge form and expand the bore, etc.. Cold hurtle to press the molding tool is main craft equipments that hurtles to press to produce. Hurtle the surface quantity, size accuracy, rate of production and the economy performance etc.
To the first work preface of the spare parts, this design use just pack to fall to anticipate to pull the deep compound mold to complete. In consideration of the work piece belongs to revolve the body, is a tube of general convex good luck piece, the shape is simple, symmetry. And 08 plastic and tenacities of the steels of material use are all high, did not return to the fire frailty sexual orientation, pull the deep craft better, a Cape is also iner keeping with. The past molding tool manufacturing is convenient, two work prefaces complete in a molding tool, producing the efficiency high.
Keyword: The compound mold pulls、 the deep craft、 plastic 、plastictenacity molding tool manufacturing

目录
绪论 1
第1章 设计内容及要求 4
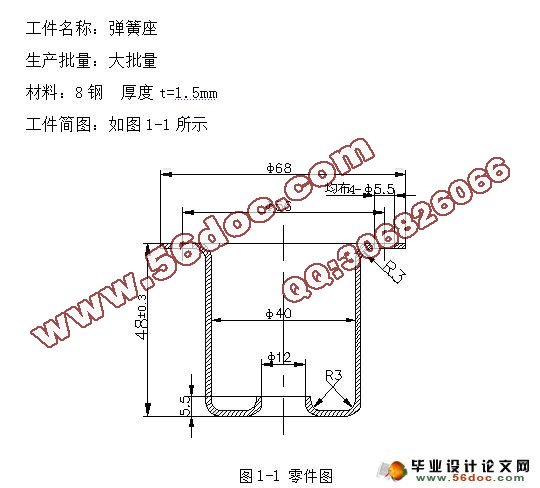
第2章 零件的工艺性分析 5
2.1 毛坯材料的分析 5
2.2 工艺分析 5
第3章 冲压工艺方案的确定 6
第4章 主要设计计算 7
4.1 毛坯尺寸计算(应按拉深件的中线尺寸计算) 7
4.1.1 确定毛坯尺寸计算的依据 7
4.1.2 计算毛坯直径 7
4.2 排样方式确定 7
4.2.1 排样相关计算 7
4.3 成形次数的确定 8
4.4 判断是否用压边装置 8
4.5 确定工件各次拉深的尺寸 9
4.5.1 首次拉深直径 9
4.5.2 计算以后各次拉深工序件尺寸 10
4.6 冲压工序压力计算 10
4.6.1 落料力的计算 10
4.6.2 压边力计算 11
4.6.3 拉深力的计算 11
4.6.4 冲压工艺总力 11
4.7 压力中心的确定 11
4.8 工作部分尺寸计算 11
4.8.1 落料刃口尺寸计算 11
4.8.2 拉深部分尺寸计算 12
第5章 模具的总体设计 14
5.1 模具类型的选择 14
5.2 定位方式的选择 14
5.3 卸料、出件方式的选择 14
5.4 压边装置的确定 14
5.5 导向方式的选择 14
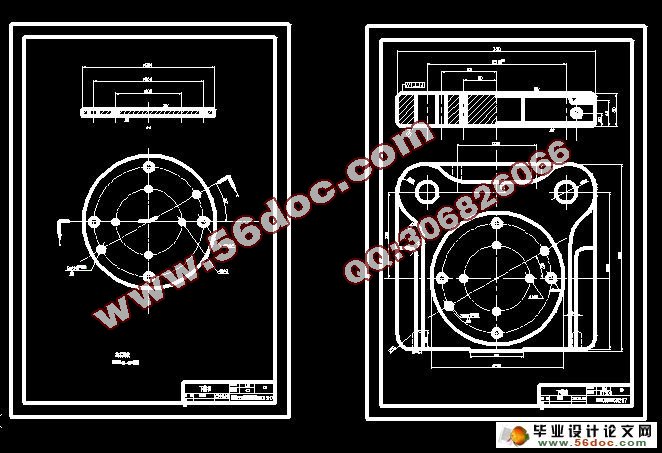
第6章 主要零部分的结构设计 15
6.1 工作零件的结构设计 15
6.1.1 落料凹模的设计 15
6.1.2 拉深凸模的设计 15
6.1.3 凹凸模的设计 16
6.2 其它零部分的设计 16
6.2.1 弹性元件的设计 16
6.2.2 模架及其它零部分的选用 17
第7章 模具总装图及其工作过程的分析 18
7.1 模具总装图 18
7.2 模具工作过程分析 18
第8章 冲压设备的选定 20
第9章 工作零件的加工工艺性 21
第10章 模具的装配过程 22
10.1 装配前的准备 22
10.2 装入模柄 22
10.3 装配凸凹模 22
10.4 装配凸模 22
10.5 装配下模 23
10.6 装配上模 23
10.7 安装凹模 23
10.8 试切 23
10.9 装配其它零件 23
第11章 模具调试 24
11.1 模具调试的目的 24
11.2 模具的调试 24
11.3 该模具的调试 25
结论 26
致谢 27
参考文献 28
附表 29