
492发动机曲轴箱工艺孔第一次钻铰的钻模设计
无需注册登录,支付后按照提示操作即可获取该资料.
492发动机曲轴箱工艺孔第一次钻铰的钻模设计(论文说明书16900字,cad图纸14张合一)
摘 要:机床夹具是由定位元件,夹紧装置,对刀元件,夹具体部分组成,机床夹具设计也就是针对夹具组成的各个部分进行设计,其中定位与夹紧两个环节是夹具设计的重点。
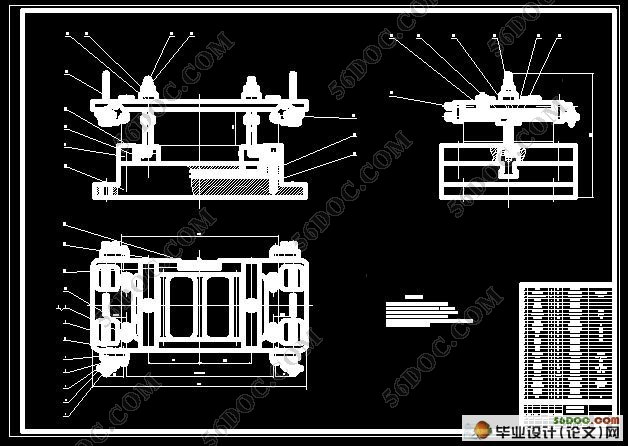
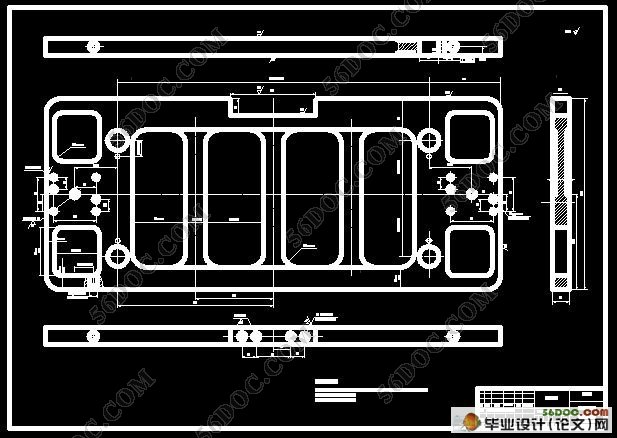
本文介绍了加工492发动机曲轴箱工艺孔第一次钻铰的钻模设计。由于此工序是为以后的工序钻铰两个工艺装配孔和两个定位孔,所以本工序并没有定位销定位,而只采用平面定位。另外本人加工的孔是较大工件体上的4个小孔。所以采用盖板式钻模,由于是大批量生产,所以钻模的重量在10Kg以下便于装夹。夹具定位利用曲轴箱底面、止推座、止推盖和对线板将工件准确定位,然后用螺旋夹紧装置将工件、模板、底座锁紧。这时就可以对工件进行钻铰孔。预计可以准确钻铰孔,完全符合设计要求。
关键词:定位;夹紧;导向;误差
492 Engine Crankcase Relife Hole the Fixture Design of the First Drilling
Abstract:Machine tool fixture consists of positioned element, gripping holder, tool components, the specific part of the clip. Machine fixture design is aims at fixture parts, including location and clamping are the key points.
This article describes the fixture design of the first drilling on the 492 engine crankcase . Because this process is to drill two relief holes and two location holes, so this process has not location pin to locate, but only by plane orientation. Besides, the four holes to be drilled are on a large workpiece, so we choose cover-type jig. Because it is mass production, so the weight of the jig must be less than 10Kg that convenients to clamp. The fixture takes advantage of crankcase bottom side, thrust block seat, thrust bearing cap and on the line of thrust plate to accurately locate the workpiece, and then uses screw clamps to fasten the workpiece, the template and the base lock. Then you can drill holes on the workpiece. The drilling of hinge hole is expected to fully meet the design requirements.
Key words:Positioning; clamping; oriented; error
机床夹具是由定位元件、夹紧装置、对刀元件、夹具体部分组成。机床夹具设计也就是针对夹具组成的各个部分进行设计,其中定位与夹紧量个环节是夹具设计的重点。
本次设计中,基本上按照专用夹具设计步骤来设计夹具的。首先对工件零件图进行仔细研究,分析,明确设计任务书中的设计要求及有关资料。对工件有了全面透彻的了解,熟悉了它的结构和工艺要求。考虑到在生产实际方便、可靠性、机床型号、生产批量、零件工艺性等各方面的因素,然后确定夹具的结构方案。
主要包括:
(1) 工件的定位方案
(2) 确定夹紧方案
(3) 确定夹紧机构
(4) 确定夹具体极其总体结构
根据具体方案的各项工艺性指标,画出非标准件的零件工作图,公差配合制定。参照有关资料经验植,基本上完成了专用夹具的设计。
在夹具设计中,本夹具具有以下特点:
(1) 该夹具采用手动夹紧,可靠方便,省时省力,不需要增压装置,结构简单;
(2) 该夹具采用两面定位,误差少,能够满足工件的加工要求;
(3) 工件要求不太高,夹具各公差配合适当放宽,降低了夹具的制造精度,从而使夹具生产成本不太高,符合夹具设计要求。

目 录
摘要 1
关键词 1
1 前言 2
1.1 课题的背景及发展趋势 2
1.1.1 工艺是制造技术的灵魂、核心和关键 2
1.1.2 工艺是生产中最活跃的因素 2
1.1.3 制造工艺系统已形成 2
1.2 课题的作用与意义 3
1.3 机床夹具的组成 3
1.3.1 定位、夹紧和装夹的概念 3
1.3.2 常用定位方法和定位元件 4
1.3.3 六点定位原理 4
1.3.4 工件在夹具中的夹紧 5
1.4 钻床夹具的结构特点 6
1.4.1 钻床夹具的主要类型 6
1.4.2 钻模的设计要点 6
2 总体方案的研究 7
2.1 产品零件加工部位的技术要求 7
2.2 总体结构及工作原理 8
2.2.1 总体结构 8
2.2.2 工作原理 8
3 夹具的总体设计 9
3.1 定位装置 9
3.1.1 定位方案的研究与确定 9
3.2 对刀装置 11
3.2.1 夹具的对刀分析 11
3.2.2 对刀元件的设计 12
3.3 夹紧装置 14
3.4 夹紧机构的确定 15
3.4.1 夹紧力方向的确定 16
3.4.2 夹紧力作用点的确定 17
3.4.3 夹紧力大小的确定 17
3.5 夹具体 17
3.5.1 夹具体的基本要求 17
3.5.2 夹具的定位 18
3.6 夹具总图上的尺寸、公差和技术要求 18
4 误差计算 18
4.1 定位误差的基本概念 18
4.2 定位误差的分析与计算 19
4.2.1 定位误差产生的原因及计算 19
5 结论 22
参考资料 24
致谢 25