
三极管管脚多工位级进模设计(含cad零件图和装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
三极管管脚多工位级进模设计(含cad零件图和装配图)(含开题报告,任务书,中期检查表,论文说明书14700字,CAD图纸23张)
摘 要:冲压制品已在工业,农业,国防和日常生活中的方面得到广泛应用,特别是在机械业中则为突出。机械产品的外壳大部分是冲压制品,产品性能的提高要求高素质的冲压模具和冲压性能,成型工艺和制品的设计。 冲压制品的成型方法很多。其主要用于是冲孔,落料,弯曲,拉伸等。而冲压模,约占成型总数的60%以上。当然如利用电气控制,可实现半自动化或自动化作业。
冷冲冲裁模主要用于金属制品的成型,它是冲压制品生产中十分重要的工艺装置。冲压模的基本组成是:上下模座、下模垫板、下模固定板、凹模镶块、抬料钉、导料板、卸料板,导柱导套、卸料板弹钉、卸料板等。
冲裁模成型的广泛适用,正是我这个设计的根本出发点。
关键词:冲孔;落料; 成型工艺分析;排样设计
Design of progressive die for triode tube
Abstract: Stamping products has been extensively applied in such areas as industry, agriculture, national defense and daily lives, especially in the machinery industry. Mechanical products is the most pressing housing products, and the improvement of product performance requires of high-quality performance stamping molds ,stamping, process and products design. There are many ways of molding products of stamping. Piercing is mainly used for blanking, bending, stretching, etc. And Stamping molds almost make up more than 60 percent of the total number. For example, make use of Electrical Control can realize semi-automatic or automatic operation.Cold-metal stamping mainly used for the molding products, and it is a very important technology device in the production of stamping. The basic component of stamping molds is block model from top to bottom, mould plate, fixed-plate of mould plate, die inserts, raising nails, I. plate, plate unloading I. Introduction sets column, unloading bombs nail plate, plate Discharge and so on.
Application of Die forming widely is the fundamental starting point of my design.
Key wards:piercing; blanking; molding process analysis; layout design
主要内容和要求
三极管管脚是一冲压零件,展开外形较复杂,成形工艺包括多种冲压工序。
根据所给的三极管管脚零件图,生产方式是大批量生产,设计一副多工位级进模。
主要要求:
一、确定工艺方案,选定模具结构形式,并进行必要的计算
二、绘制模具总装图
三、绘制全部自制零件的工程图
四、编制工作零件的加工工艺规程
五、编写设计说明书
设计课题及设计任务书
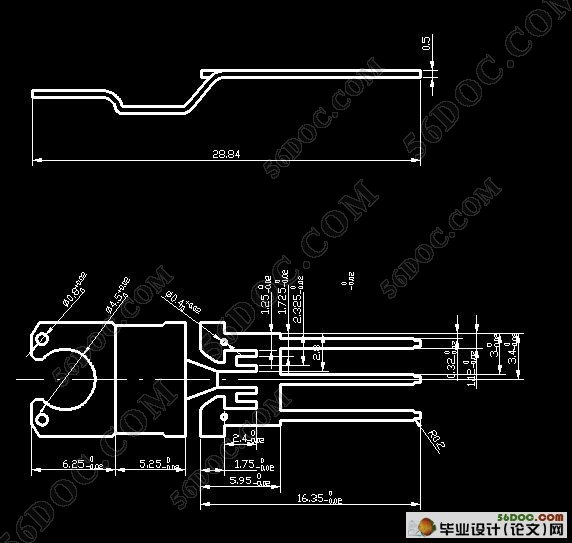
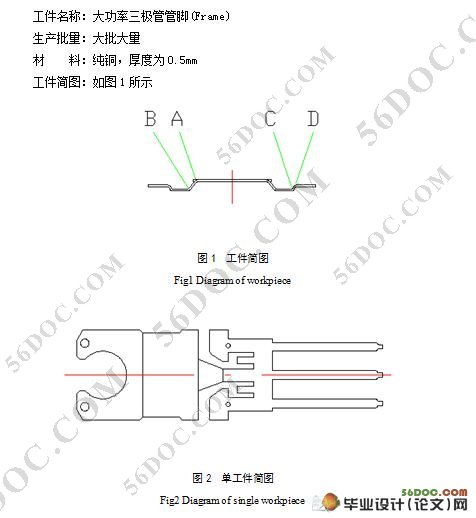
工件名称:大功率三极管管脚(Frame)
生产批量:大批大量
材 料:纯铜,厚度为0.5mm
零件的工艺性分析
此工件是大功率三极管中的管脚工件。由电功电子学原理考虑,所采用的材料为纯铜,在生产和包装的整个过程都不可直接用手接触条料和工件,防止工件氧化,并且在生产和运输过程中不能使条料和工件弯曲变形。
工件的形状比较复杂,要求精度较高,整个工件整体上有四处弯曲。零件尺寸公差无特殊要求,按IT10级选取。主要工序有冲孔、冲裁、成形、弯曲。而工序中缺少了落料工序,是因为考虑到三极管的芯片粘片、焊接和模封等后工序的加工。模具若采用单工序模,工序很多,工件小,手工操作,定位难以达到要求,质量难以保证。若采用复合模,不能同时完成工件的冲裁和弯曲。而且该工件属于定型产品中的零件,大批量生产,因而适宜采用多工位级进模生产。由于工件的异形孔比较多,在级进模的结构设计和加工制造上都有一定的难度,并且级进模是双件生产,试模失败后很难修改,因此要精心设计,各种问题都应考虑周全。


#p#副标题#e#
目 录
摘要…………………………………………………………………………………1
关键词………………………………………………………………………………1
1 前言………………………………………………………………………………2
2 模具工业简介……………………………………………………………………2
2.1 模具工业在国民经济中的地位………………………………………………3
2.2 各种模具的分类和占有量……………………………………………………3
2.2.1 冲模………………………………………………………………………3
2.2.2 锻模……………………………………………………………………3
2.2.3 料模……………………………………………………………………4
2.2.4 压铸模……………………………………………………………………4
2.2.5 粉末冶金模……………………………………………………………4
2.3 我国模具工业的现状…………………………………………………………4
2.4 世界五大塑料生产国的产能状况……………………………………………5
2.5 我国模具技术的现状及发展趋势…………………………………………………7
3 设计课题及设计任务书……………………………………………………………………8
4 零件的工艺性分析………………………………………………………………9
5 排样图设计………………………………………………………………………9
6 工艺与设计计算…………………………………………………………………10
6.1 冲裁力…………………………………………………………………………10
6.2 弯曲力…………………………………………………………………………11
6.3 计算压力中心…………………………………………………………………11
6.4 计算各主要零件的尺寸………………………………………………………12
6.4.1 凹模厚度………………………………………………………………12
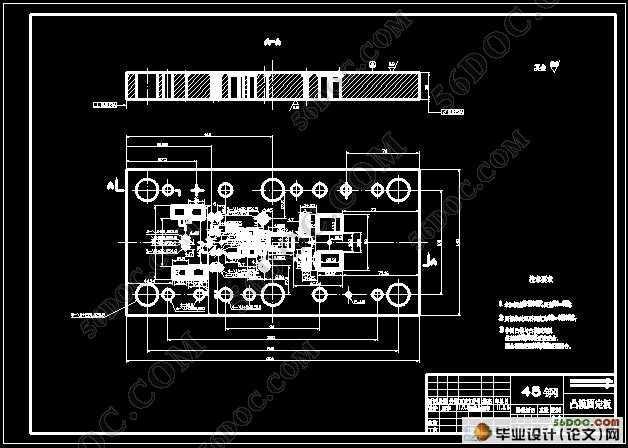
6.4.2 凸模固定板的厚度……………………………………………………12
6.4.3 垫板的采用与厚度……………………………………………………12
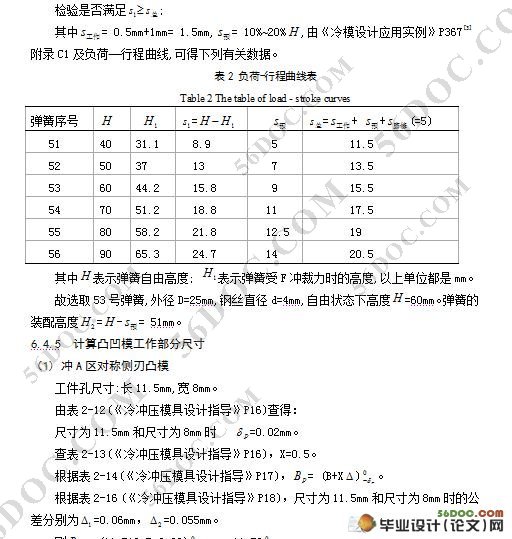
6.4.4 卸料零件的计算………………………………………………………13
6.4.5 计算凸凹模工作部分尺寸……………………………………………14
6.4.6 冲裁间隙………………………………………………………………17
7 模具总体设计……………………………………………………………………17
8 模具主要零部件的设计…………………………………………………………17
8.1 模架……………………………………………………………………………18
8.2 冲裁凸、凹模…………………………………………………………………18
8.3 卸料板…………………………………………………………………………21
8.4 导尺的设计……………………………………………………………………21
8.5 定位装置………………………………………………………………………22
8.6 限位装置………………………………………………………………………22
9 凹﹑凸模的线切割加工工艺……………………………………………………22
9.1 凹模的准备工序………………………………………………………………22
9.2 凸模的准备工序………………………………………………………………24
10 模具制造装配要点………………………………………………………………24
11 压力机的选择…………………………………………………………………24
12 结论……………………………………………………………………………25
参考文献……………………………………………………………………………25
致谢………………………………………………………………………………26