
机床刀架座加工工艺工装设计(含机械工艺过程卡)
无需注册登录,支付后按照提示操作即可获取该资料.
机床刀架座加工工艺工装设计(含机械工艺过程卡)(含任务书,开题报告,论文说明书10000字,外文翻译,cad图纸)
摘 要
[摘要]:在机械产品制造中,机械加工工艺规程和机床夹具起着十分重要的作用,零件的加工质量与零件的加工工艺、正确的定位及机床夹具有着直接的关系。合理的工艺规程设计及夹具设计对于保证零件的加工精度,缩短辅助时间,提高劳动生产率,降低生产成本,及减轻加工工人的劳动强度和降低对工人的技术要求有着十分重要的意义。
本文主要讲述了加工变速箱箱体工艺过程的设计及铣、镗两道工序机床专用夹具的设计.首先对该零件的作用及结构工艺进行了全面的分析,在此基础上制定加工工艺路线,确定最佳设计方案.其次对加工过程中的切削用量及基本工时做了详尽的计算.最后对机床专用夹具进行设计,并校核,确保夹紧可靠,可安全工作.
[关键词]: 加工工艺、机床夹具、设计
[Abstract]: In machinery production , the machinery manufacturing instruction and the fixture of machine tools have got the prominent action in machinery production. The reasonable and reliable of its design can prone to achieve the accuracy of parts processes, shorten lend support time, increase the labor rate of production, diminish the production cost; and also can alleviate the worker’s operating strength, lower the request of the worker’s technique.
The text primarily tells the manufacturing processes of the gearbox, and the two special fixtures design of milling、boring processes. First make completely analysis to the part’s function and construction. On the basis of this, make the process route, and use the optimum arrangement. Next make calculation in details of cutting engagement and basis man-hours in the process. Finally, do the fixtures design, combining proofread, and make sure the chuck dependable, the work safety.
[Keywords]: nontraditional manufacturing processes、the fixture of machine tools、design
毕业设计(论文)使用的原始资料(数据)及设计技术要求:
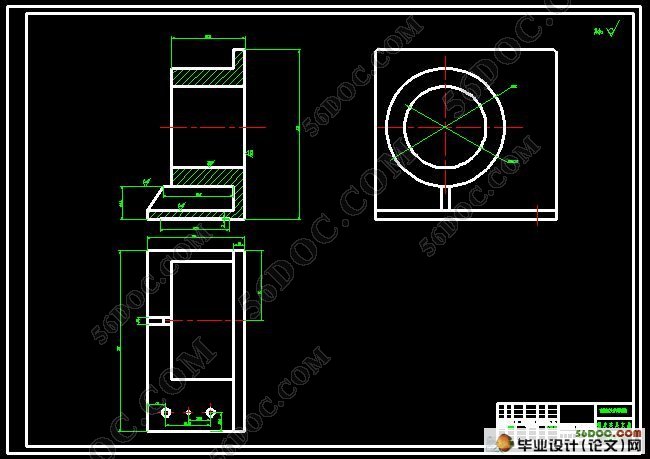
已知某机床刀架座零件图,要求:
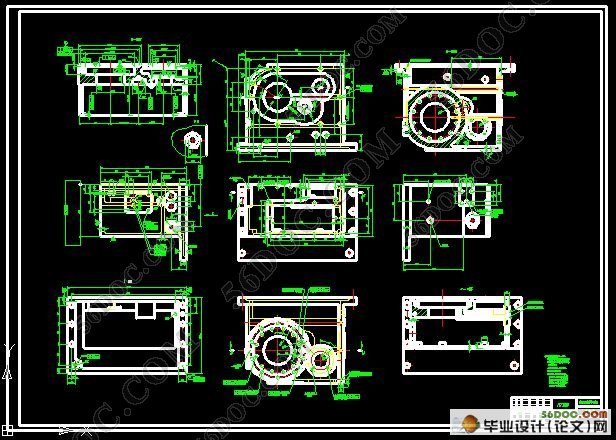
1.编辑其批量生产的机械加工工艺归程:对零件图进行工艺分析,绘制二维
零件图(在AUTOCAD上),编制机械加工工艺工程卡片、机床加工工序卡
2.设计镗孔夹具:绘制二维装配图。
零件的分析
技术要求:
(1)铸件应消除内应力。
(2)未注圆角为R3~R5。
(3)铸件表面不得有粘砂,裂纹等缺陷。
(4)未注明倒角为0.5X45°。
(5)去毛刺,锐边倒钝。
(6)涂漆按NJ226-31执行。
(7)材料HT300。

#p#副标题#e#
目录
第一部分 零件的分析 5
技术要求: 5
一. 零件的分析 5
二. 零件的工艺分析 5
第二部分 工艺规程设计 6
一. 确定毛坯的制造形式 6
二. 定位基准的选择 6
三. 制定工艺路线 6
四. 选择加工设备及工艺装备 9
五. 确定加工余量、工艺尺寸及基本工时 10
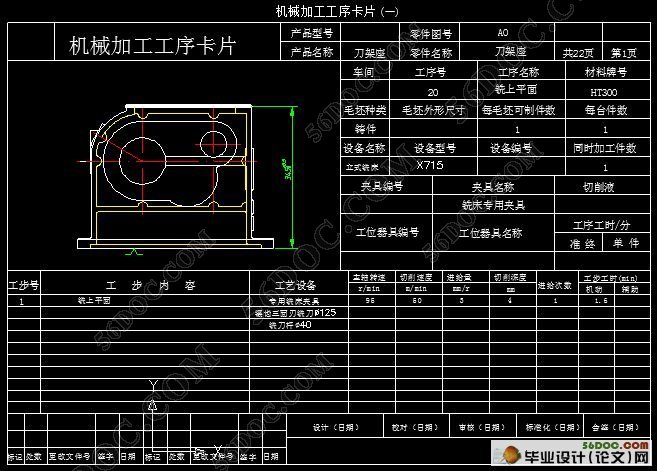
工序20:铣上平面。 10
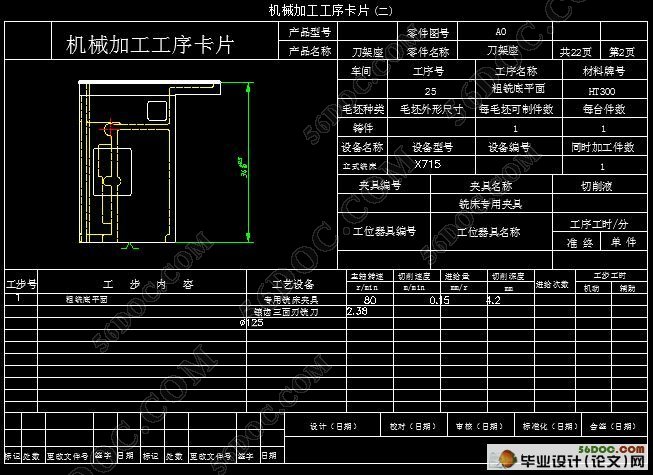
工序25:粗铣底平面 10
工序30:精铣底平面。 11
工序35:粗铣左平面 12
工序40:精铣左平面 12
工序45:粗铣右平面 13
工序50:精铣右平面 13
工序55:粗铣前平面 13
工序60:精铣前平面 14
工序65:粗铣后平面 14
工序70:精铣后平面 15
工序75:铰孔﹑锪沉孔并钻孔 15
工序80:粗半精镗111mm、195mm及235mm三同轴孔 16
工序85: 粗半精镗62mm、2-88mm和106mm四同轴孔 17
工序90:钻36mm粗半精镗52mm孔 17
工序95:粗半精镗34mm观油孔 18
工序100:钻孔并攻丝顶面的孔 18
工序105:钻孔并攻丝后面的孔 19
工序110:钻孔并攻丝前面的孔 20
工序115:钻孔并攻丝左面的孔 20
工序120:钻孔并攻丝右面的孔和锪沉孔并钻孔 21
工序125:钻深孔并攻丝 21
第三部分 夹具设计 22
一. 镗床的夹具设计 22