
数控零件的加工(西门子802SC铣床)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展,提高综合国力和国家地位的重要途径。数控加工工艺设计的主要任务是制订加工工艺规程,也是数控机床加工前的准备工作。工艺规程是规定零件、走刀路线、刀具尺寸以及机床的运动过程。因此,是编程人员对数控机床的性能、制造工艺过程和操作方法具有指导性的工艺文件。数控机床加工的程序是数控机床的指令性文件。数控机床加工程序不仅要包括零件的工艺过程,而且还要包括切削用量的选择、运动方式、刀具系统、切削规范以及工件的装夹方法。工艺规程定得合理与否,对程序编制、机床的加工效率和零件的加工精度都有重要影响。因此,应遵循一般的工艺原则并结合数控机床的特点认真而详细地制订数控加工工艺。本设计结合一具体零件进行了零件图分析,加工设备、刀具、工装的选择,切削速度、进给量、背吃刀量等参数的选择,制订了零件的数控加工工艺;根据所选择机床的指令系统编写了零件的加工程序。
关键词:数控机床,加工工艺,数控编程
设计要求:
第一 熟悉西门子802S/C铣床
第二 零件图的分析
第三 数控加工工序的设计
第四 零件的编程
第五 铣床加工零件
数控铣床的机械结构组成
数控铣床是机械和电子技术相结合的产物,它的机械结构随着电子控制技术在铣床的普及应用,以及对铣床性能提出的技术要求,而逐步发展变化。从数控铣床发展史看,早期的数控铣床是对普通铣床的进给系统进行革新、改造,而后发展成一种全新的加工设备。1952年,美国研制的世界第一台三坐标数控铣床,其特点是用三个数控伺服系统代替了传统的机械进给系统。早期的数控铣床同普通铣床相比,除进给系统是数控伺服系统外,外型和结构基本相同。我国现生产的经济型数控铣床,就属于这种类型,因为这些产品是在普通铣床的在总体结构基础上经局部改进而发展来的。
数控铣床的机械结构,除铣床基础部件外,由下列个部分组成:主传动系统;进给系统;实现工件回转、定位装置和附件;实现某些部件动作和辅助功能的系统和装置,如液压、气动、润滑、冷却等系统和排屑、防护等装置;刀架或自动换刀装置;自动托盘交换装置;特殊功能装置;为完成自动化控制功能的各种反馈信号装置及元件。可以通过程序控制机床的运行。即使是一些加工前的设定调整操作,也可以通过操作面板上各类相应的按钮、开关方便的进行。数控铣床主轴从结构上讲,可以实现铣、钻、镗等各类不同工艺内容的加工,因此行业内几乎以数控铣床涵盖了数控数控钻床和数控镗床。机械加工中,较少有单一的应用于钻削或镗削的数控钻床或数控镗床。
铣床基础件称为铣床大件,通常是指床身、底座、立柱、横梁、滑座、工作台等。它是整台铣床的基础和框架。铣床的其他零部件,或者固定在基础件上,或者工作时在它的导轨上运动,其他机械结构的组成则按铣床的功能需要选用。
1.2 编程的基本原理
1.2.1 坐标系
根据标准坐标系的规定,机床使用右手顺时针直角坐标系,机床中的运动是指刀具和工件间的相对运动。
⒈ 机床坐标系
数控铣床类机床中,坐标系如何建立取决于机床的类型。坐标系原点即为机床零点,也是所有坐标轴坐标基准。机床零点可通过在各坐标轴移动范围内设置的参考点来确定。参考点与机床零点可以重合,也可以不重合,这一般由机床生产厂家设定。
⒉ 工件坐标系
为了便于在编程时对工件的几何要素位置进行描述,编程人员必须在零件图上选择建立一个过渡坐标系,即工件坐标系,也称为编程坐标系。该坐标系原点即工件原点或编程原点。数控铣床加工工件坐标系可以有编程人员自由选择,原则上应尽量使编程简单、尺寸换算少、引起的加工误差小等。一般情况下,尺寸集中标注或坐标标注的零件,编程原点应尽可能选在尺寸标注基准上;对称或同心零件编程原点应尽可能选在对称中心线或圆心上;Z向原点位置一般置于工件上表面。
⒊ 工件装夹
加工工件时,工件必须定位并夹紧在机床上,保证工件坐标系坐标轴平行于机床坐标系坐标轴,由此在每个坐标轴上产生机床原点与工件原点的坐标偏移量。该值作为可设定零点偏移量输入到给定的区域,即偏值寄存器(如G54)中。当NC程序运行时,此值可以用一个对应的编程指令(如G54)进行选择调用,从而确定工件在机床上的装夹位置。
⒋ 当前工件坐标系
在对一些复杂零件进行几何描述时,如其中的某些结构要素如果选择一个新的原点编程比使用原工件原点更方便,则可以利用可编程零点偏置进行坐标转换,重新确定一个新的零点。新的零点以原工件零点为基准进行偏置。使用可编程零点偏置后形成的一个新的实际工件坐标系即为当前工件坐标系,工件坐标系也可通过旋转进行转换形成新的当前工件坐标系。
1.5.2 程序结构
⒈程序名
为了识别、调用程序和便于组织管理,每个程序必须有一个标识符号,即程序名。在编制程序时可以按以下规则确定程序名。
第一:开始的两个符号必须是字母。
第二:其后的符号可以是字母、数字或下划线。
第三:最多为8个字符。
第四:不得使用分隔符。
另外,在确定程序名时,尽可能使其与加工对象及其特征相联系,以便通过程序名直接与加工对象对号,便于程序管理。如在满足上述规则前提下,可以用零件图号、零件名称的英文或汉语拼音等命名程序,例如XLX1。
⒉ 程序内容
NC程序由若干个程序段组成,现代数控系统一般采用带地址符的可变程序段格式。
每个程序段一般执行一个加工步骤,每个程序段由若干个程序字组成,最后一个程序段包含程序结束符M02或M30。

目 录
摘要 III
1 西门子802S/C数控铣床的简介 4
1.1 数控铣床的机械结构组成 4
1.2 编程的基本原理 4
2 数控加工工序的设计 7
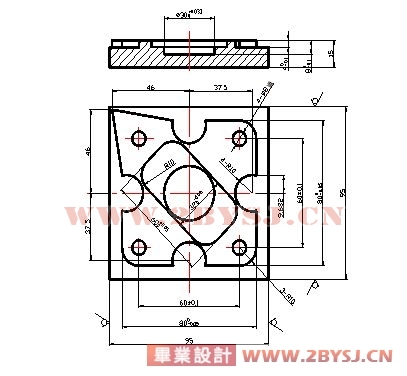
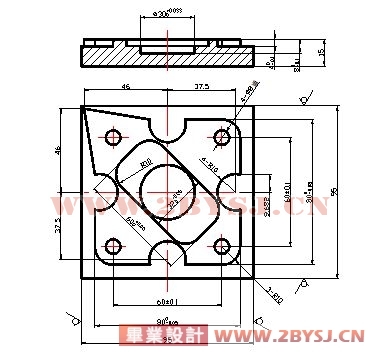
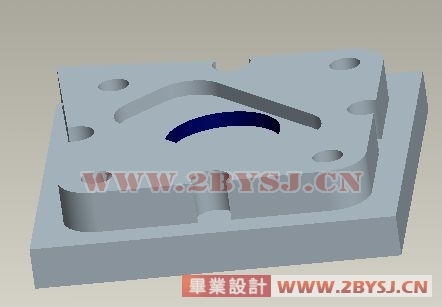
2.1 加工零件的实物图 7
2.2 确定定位基准与加紧方案 8
2.3 夹具的选择 8
(优秀毕业设计 www.2bysj.cn)
2.4 刀具材料的选择 8
2.5 切削用量的选择 9
3 零件编程与加工 11
3.1 数控编程任务书 12
3.2 零件的数控加工工艺分析 12
3.3 数控加工工艺过程 13
3.4 选择合理的走刀路线 15
3.5 数控加工工序过程 16
3.6 刀具的选择 17
3.7 工件的安装和零点设置 18
3.8 零件程序的编制 19
总结 23
致 谢 24
文件参考 25
文件参考
[1] 李正峰.数控加工工艺.上海: 上海交通大学出版社, 2004
[2] 张思弟, 贺曙新.数控编程加工技术.北京: 化工工业出版社, 2005
[3] 蔡兰, 王霄.数控加工工艺学.北京: 化工工业出版社, 2005
[4] 余英良.数控加工编程及操作.北京: 高等教育出版社,2005
[5] 傅利.数控铣床实际操作手册.北京: 辽宁科学技术出版社,2006
[6] 陈志雄.数控机床与数控编程技术.北京: 电子工业出版社,2003
[7] 孙德茂.数控机床铣削加工直接编程技术.北京: 机械工业出版社,2005
[8] 贺曙新, 张思弟, 文少波.数控加工工艺.北京: 化学工业出版社,2005
[9] 康新龙, 秦启书.数控铣床中级工实训教程.北京:中国林业出版社,2006