冲压模具-Z形件弯曲的设计
以下是资料介绍,如需要完整的请充值下载. 本资料已审核过,确保内容和网页里介绍一致. 密 惠
无需注册登录,支付后按照提示操作即可获取该资料.
无需注册登录,支付后按照提示操作即可获取该资料.
资料介绍:
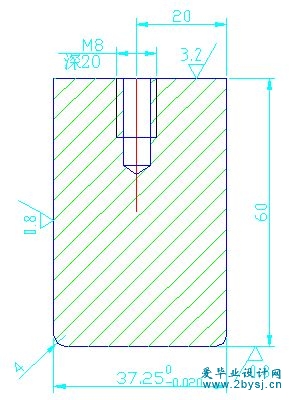
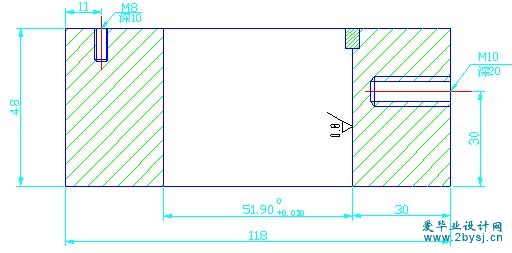
冲压件工艺分析
该工件只有切断和弯曲两个工序,材料Q235钢为软材料,在弯曲时应有一定的凸凹模间隙.工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通弯曲就能满足要求.
冲压方案的确定
该工件包括切断和弯曲两个工序,可以有以下几种方案:
方案一:先切断,后弯曲.采用单工序模生产;
方案二:切断___弯曲复合冲压.采用复合模生产;
方案一模具结构简单,但需要两道工序两副模具,生产效率低,难以满足该工件大批量生产要求;方案二需一副模具,生产效率高,尽管模具结构较方案一复杂,但由于零件几何形状简单,模具制造并不困难.通过对上述方案的分析比较,该工件的冲压生产采用方案二为佳.
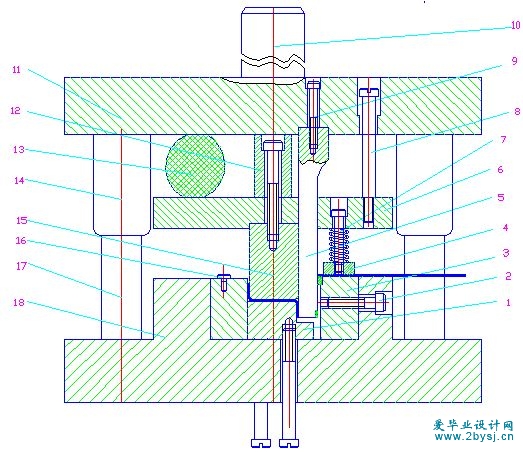
模具的总体设计
(1) 模具类型的选择
由冲压工艺分析可知,采用复合冲压,所以模具类型为切断――弯曲复合模。
(2) 定位方式的选择
导料采用导料销,并采用挡料销定位,以及采用压料装置。
(3) 卸料方式的选择
采用顶件装置。
(4) 导向方式的选择
为了提高模具寿命和工件质量,方便安装调整,该复合模采用后侧导柱的导向方式。
冲压设备的选定
通过校核,选择开式固定台压力机JH21-25能满足要求。其主要参数如下:
标称压力:250KN
标称行程:2.8mm
滑块行程:80mm
行程次数:100次/min
最大闭合高度:250mm
封闭高度调节:50mm
滑块中心到机身距离:210mm
工作台尺寸(前后×左右):440mm×700mm
工作台孔尺寸:150mm
模柄孔尺寸:40mm×65mm
电动机功率:2.2kw
模具的装配
本模具的装配先凸,凹模为基准件,先装上模,再装下模。装配应保证间隙均匀。然后装机试冲,并根据试冲结果做相应的调整。