
多协议PLC自动控制系统的搭建与实现(附梯形图程序)
无需注册登录,支付后按照提示操作即可获取该资料.
多协议PLC自动控制系统的搭建与实现(附梯形图程序)(任务书,开题报告,外文翻译,论文说明书14000字)
摘 要
可编程序控制器(Programmable Logic Controller )及其网络是构成现代集成制造系统(CIMS)系统的基础。随着PLC在工业控制领域的应用,随着PLC在工业控制领域中的应用,PC与PLC之间的通信实时性的要求也有所提高,除了对PLC的硬件配置的改进,采用何种通信方式或协议通信也尤为重要。本课题的研究不仅实现了可编程逻辑控制器的通信协议,而且对于进一步在工业控制系统方面的远程监控与控制也有极其重大的意义。
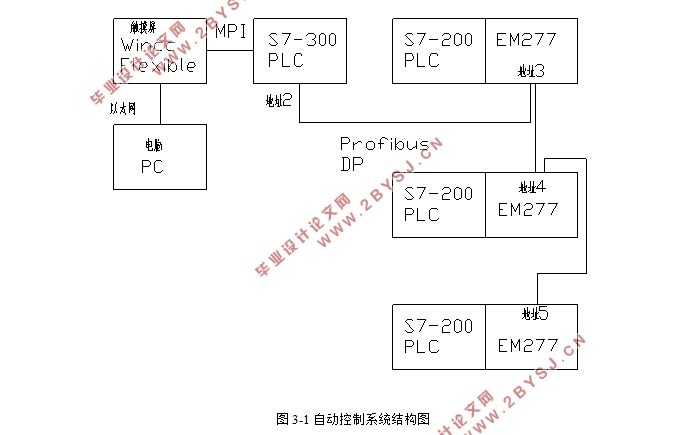
本毕业设计立足于将各种不同协议的硬件设备或模块通过组网,实现远程互联、混合控制,实现PLC各通信协议之间的通信与控制。根据目前西门子S7系列PLC之间的通信协议分析和通信方式比较,以及西门子触摸屏与下位机之间的通信,研究并设计了基于多种通信协议PLC的远程监控与控制系统。建立远程的监控与控制的人机界面,使工程师或现场操作人员可以通过网络,进行远程监控,诊断,维护和服务。通过对西门子PLC通信协议的设计分析,了解到不同协议的优缺点,从而研究并分析不同通信方式的适用场合,实现PLC通信的最优化。组建由TCP/IP、Profibus-DP、MPI等协议组件成的温室控制系统进行例证远程监控系统的可行性,阐述通过PID来调节控制系统的设计。
关键字:PLC,通信协议,控制系统,人机界面
ABSTRACT
Programmable logic controller (Programmable Logic Controller) and its network constitutes the basis of modern integrated manufacturing system (CIMS) system.With the PLC in the field of industrial control, PC and communications equipment PLC real-time requirements are also rising, in addition to continuously improve performance PLC hardware configuration, but what kind of communication or protocol communication is particularly important.Research on this subject not only to achieve a programmable logic controller communication protocol, but also for further remote monitoring and control in industrial control systems also have great significance.
The graduation project is based on the various protocols via network hardware devices or modules, remote connectivity, hybrid control, communication and control PLC each communication protocols.The communication now more communication protocol analysis and communication between Siemens S7 series PLC and Siemens touch screen and the next crew between the research and design of remote monitoring and control system based on a variety of communication protocols PLC.Establish a remote monitoring and control interface, enabling engineers or field operators through the network, remote monitoring, diagnostics, maintenance and service.Based on Siemens PLC communication protocol design analysis, we understand the advantages and disadvantages of different protocols, so research and analysis for occasions of different communication methods, optimize PLC communication.Established by the TCP / IP, Profibus-DP, MPI and other agreements greenhouse control system components into the feasibility illustration remote monitoring system, described by PID control system to adjust the design.
Keywords:PLC, Communication Protocol, Control System, Human Machine Interface
目录
摘 要 1
ABSTRACT 2
第一章 绪论 6
1.1 可编程控制器(PLC) 6
1.1.1 PLC介绍 6
1.1.2 PLC的由来 6
1.1.3 PLC的构成 7
1.1.4 PLC的工作原理 7
1.1.5 PLC的输入和输出 8
1.2 可编程控制器(PLC)的通信 9
1.2.1 MPI通信 9
1.2.2 Profibus-DP通信 10
1.2.3 TCP/IP通信 10
1.3 研究意义 11
1.4 研究内容 11
1.5 国内外研究现状 12
1.6 本章小结 12
第二章 自控系统的硬件与软件 13
2.1 SIMATIC PLC控制器 14
2.1.1 SIMATIC S7-200介绍 14
2.1.2 SIMATIC S7-300介绍 15
2.1.3 Micro/WIN软件 16
2.2 人机界面 17
2.2.1 触摸屏的工作原理 18
2.2.2 触摸屏技术的优势 18
2.2.3 触摸屏的分类 19
2.2.4 WinCC Flexible 19
2.3 本章小结 20
第三章 系统的搭建 20
3.1 自动控制系统的结构设计 21
3.2 系统主站的搭建 21
3.2.1 CPU的选型 21
3.2.2 主站硬件组态 22
3.2.3 主从站地址分配 23
3.2.4 主站程序的编写 24
3.3 系统从站的搭建 27
3.4 温室系统的实现 27
3.4.1 温室主电路图 27
3.4.2 I/O口地址的分配 29
3.4.3 PLC接线图 30
3.5 本章小结 31
第四章 人机界面的搭建 32
4.1 PLC与触摸屏的通讯设置 33
4.1.1 PLC通讯设置 33
4.2 WinCC Flexible组态的实现 36
4.2.1 温室人机界面的组建 36
4.3 本章小结 38
第五章 通信设定 38
5.1 PC与触摸屏以太网通信设定 39
5.1.1 触摸屏侧以太网通信设定 39
5.1.2 PC侧以太网通信设定 40
5.2 本章小结 41
第六章 结论 42
致谢 44
参考文献 45
附录 46
附录1 S7-程300梯形图序 47
附录2 S7-200梯形图程序 49
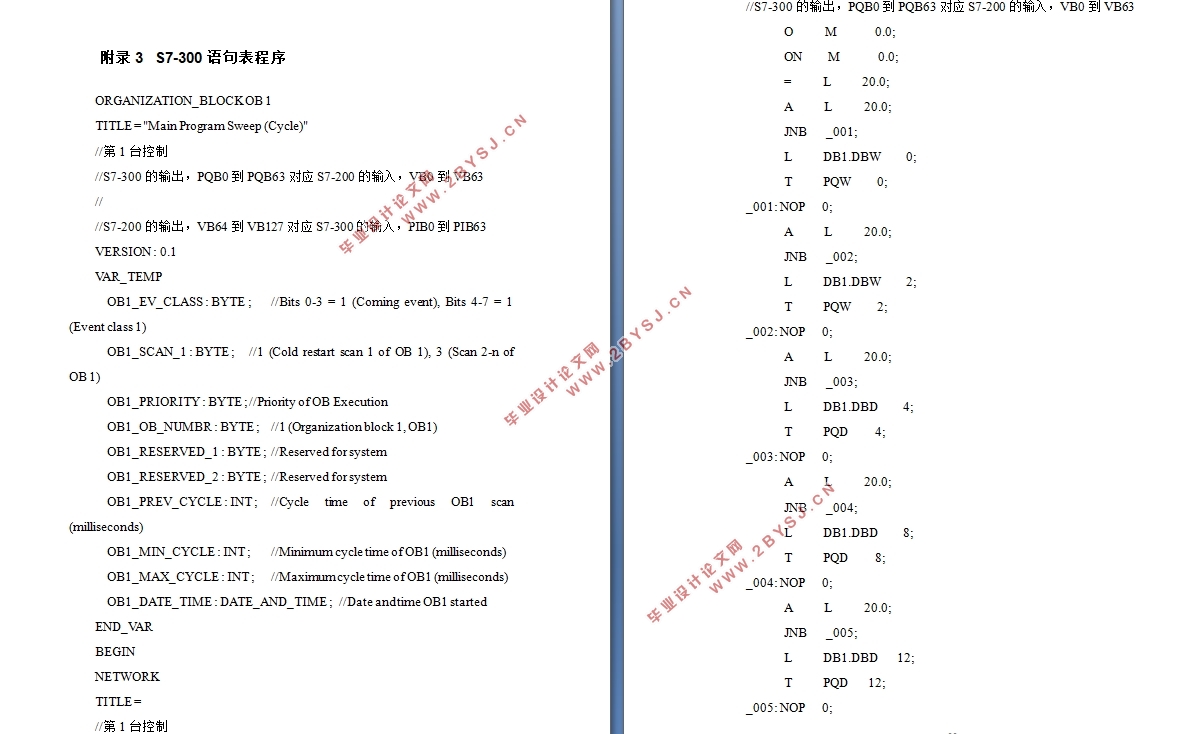
附录3 S7-300语句表程序 53
附录4 S7-200语句表程序 61