
T68卧式镗床电气控制的PLC设计改造(含原理图,接线图,梯形图)
无需注册登录,支付后按照提示操作即可获取该资料.
T68卧式镗床电气控制的PLC设计改造(含原理图,接线图,梯形图)(任务书,论文设计说明书15000字,CAD图纸3张)
摘 要
本课题探讨了T68型卧是式镗床的PLC改造控制系统的实现方案。根据实际需要和市场的需求,选择了以三菱公司的可编程控制器作为控制方案。
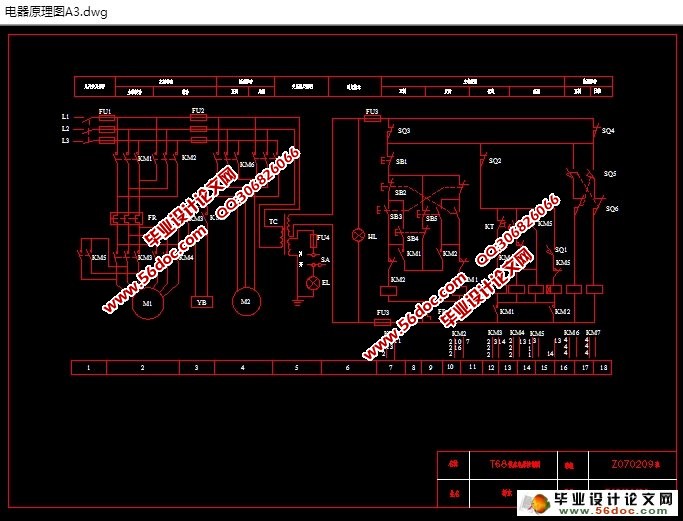
镗床是冷加工中使用比较普遍的设备它主要用于加工精度、光洁度要求较高的孔以及各孔间的距离要求较为精确的零件(如一些箱体零件),属于精密机床[19]。主要用于加工工件上的精密圆柱孔。这些孔的轴心线往往要求严格地平行或垂直,相互间的距离也要求很准确。其原控制电路为继电器控制,接触触点多、线路复杂、故障多、操作人员维修任务较大,为了克服以上缺点,降低了设备故障率,提高了设备使用效率,针对这种情况,我们用PLC控制改造其继电器控制电路。
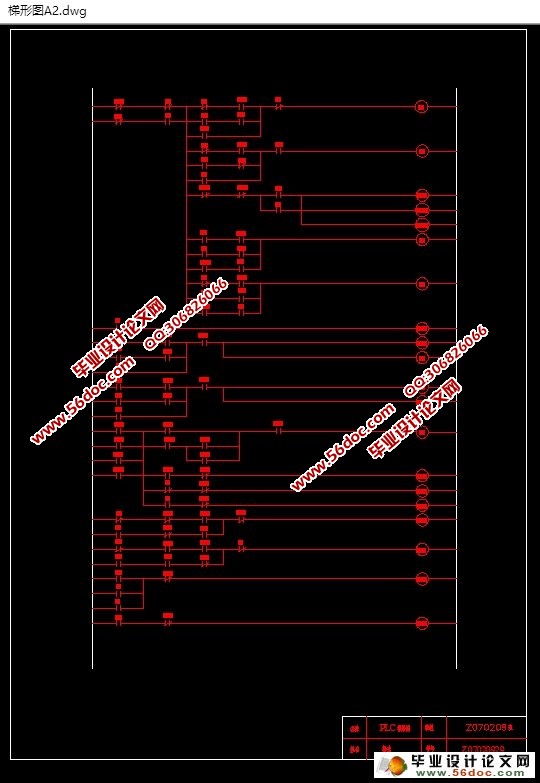
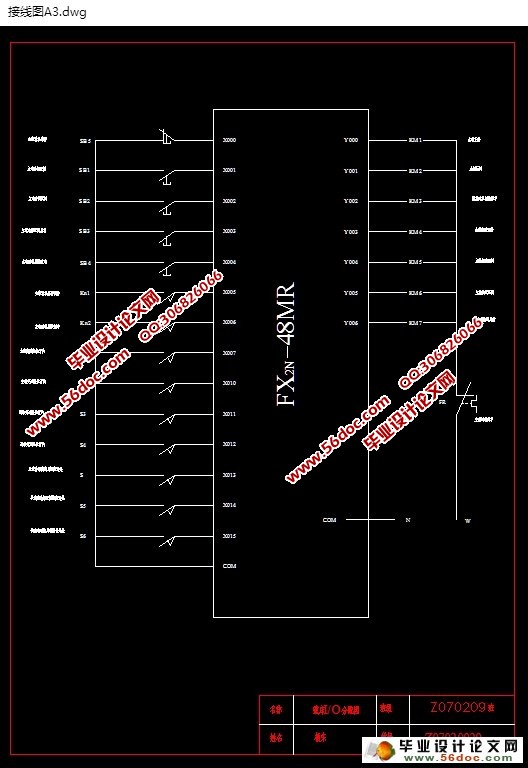
通过对T68型卧式镗床工作原理的分析,设计出PLC改造系统的控制电路,对系统的输入、输出点进行统计,共有24个输入点,24个输出点,输入输出都是开关量[20]。选用日本三菱公司生产的FX2N-48MR可编程序控制器,分配PLC的I/O地址,设计PLC外围电路,确定PLC的I/O接线图。根据镗床的控制要求和特点,列出逻辑代数表达式,采用逻辑设计方法进行梯形图设计。最终达到了系统改造的要求,并且运行效果良好。
关键词: 可编程控制器, T68镗床, 梯形图, 改造
T68 HORIZONTAL BORING MACHINE PLC ELECTRICAL DESIGN CONTROLLED TRANSFORMATION
ABSTRACT
T68 of the topics discussedis the type Horizontal Boring Machine transformation of the PLC program control system. According to actual needs and the needs of the market, Mitsubishi has chosen the company's programmable logic controller as a control.
Boring is the more common use of cold working of the equipment it is mainly used for precision machining, finish the hole and the higher the distance between the holes require a more precise parts (such as some of tank parts), are precision machine tool. Mainly used for precision machining of cylindrical workpieces on the hole. Axis line of these holes tend to demand strict parallel or perpendicular to the distance between each other also requires very accurate. Its original control circuit for the relay control, contact-contact and more complex circuits, fault and more the operator a larger maintenance tasks, in order to overcome the shortcomings of the above, reducing the failure rate of equipment to improve efficiency in the use of the equipment, in view of this situation, we to transform their use of PLC control relay control circuit.
T68 through horizontal boring machine working principle of the analysis, design of PLC control circuit transformation system, the system input and output points to statistics, a total of 24 input, 24 output points are input and output switch. Japan's Mitsubishi company selected the FX2N-48MR PLC, the distribution of PLC's I / O addresses, the design of peripheral circuits PLC, PLC to determine the I / O wiring diagram. Boring machine control in accordance with the requirements and characteristics are listed in the logic of algebraic expressions, the use of ladder logic design methods design. Reached the final system requirements, and run well.
KEY WORDS: programmable logic controller, T68 boring machine, ladder ,transform

目 录
前 言 1
第1章 T68卧式镗床的结构和运动形式 2
1.1 T68卧式镗床控制原理说明书 2
1.1.1 T68型卧式镗床的结构 2
1.1.2 电气控制线路的特点 3
1.1.3 镗床运动对电路控制的要求 3
1.1.4 控制线路工作原理 3
1.2 T68型卧式镗床电气控制主回路 5
1.3 相关电器元件平面布置图 6
第2章 PLC在机床电气控制中的应用 8
2.1 可编程控制器的结构和工作原理 8
2.1.1 PLC的定义 8
2.1.2 PLC的结构 8
2.1.3 PLC的工作过程原理 9
2.1.4 PLC各组成部件的功能 10
2.2 可编程控制器的应用特点 13
第3章 用PLC对T68卧式镗床电气控制改造 14
3.1 T68镗床PLC改造T/O分配图 14
3.2 T68卧式镗床PLC改造梯形图 14
3.3 助记符语言 14
3.4 改造后T68镗床的PLC调试过程 17
3.5 触摸屏控制和电气元件一览表 19
3.6 可编程控制器的安装和维护 20
结 论 24
谢 辞 25
参考文献 26
附 录 27
外文资料翻译 31