
基于PLC的花样喷泉控制系统设计(含梯形图,流程图,接线图)
无需注册登录,支付后按照提示操作即可获取该资料.
基于PLC的花样喷泉控制系统设计(含梯形图,流程图,接线图)(任务书,毕业论文14000字,cad图纸)
摘 要
中国幅员辽阔,地形丰富多样,无论南北、东西,都不乏江河湖泊,水资源丰富。随着国民经济的恢复和发展,人民生活水平的提高,一些城市的城建、园林主管部门在城市建设、改造的过程中,以及环境的美化和文化氛围的营造上对喷泉提出了求新的要求在喷泉得到广泛应用的过程中,也出现了一些问题和不足,如自动化水平低下、高能耗等制约了喷泉行业的发展。因此,提高喷泉控制系统的自动化水平,保证喷泉效果,节约喷泉运行成本,对我国喷泉行业具有重大的现实意义。
使用PLC 控制花式喷泉,具有使用方便、运行可靠、控制程序设计简单等优点。用梯形图方法编程,可以使设计思路清晰,编程简便。若需要改变喷水花样和喷水时间,设计方案不必作很大调整,只要把控制程序作相应的修改,即可实现控制目的。
本论文详细介绍了喷泉控制系统工程要求,并根据工程要求,基于PLC对控制系统进行总体设计,提出控制系统方案:论文详细描述了各部分的功能。根据控制方案和现场设备的控制要求,对下位机控制系统进行硬件配置和软件设计。PLC作为主控单元,论文对其型号选择、I/O设计、外部硬件连线等进行了详细介绍,采用顺序控制方法设计了系统的工作流程图和PLC程序。
关键字:花样喷泉;控制系统;PLC
ABSTRACT
China is a vast country, rich and varied terrain, both North and South, East and West are many rivers and lakes, is rich in water resources. With the national economic recovery and development, people's living standards, a number of urban cities, in the garden department in charge of urban construction, the process of transformation, as well as to beautify the environment and cultural atmosphere of the fountain of the demands put forward innovative widely used in the fountain of the process, there have been some problems and deficiencies, such as the low level of automation, high-energy consumption industries, such as restricting the development of the fountain. Therefore, improving the fountain level of automation control systems to ensure that the fountain effect, saving the cost of running the fountain, the fountain of our industry is of great practical significance.
PLC to control the use of fancy fountain, with easy to use, reliable operation and design of control procedures simple. Programming using ladder methods, design ideas can make a clear, simple programming. If need to change the water pattern and water time, the design of adjustment programs do not have to be great, as long as the control procedures be amended accordingly, to achieve the control purpose.
In this paper, details of fountain control systems engineering requirements, and in accordance with engineering requirements, based on the PLC control system design of the proposed control system: a detailed description of the paper the functions of the various parts. Programs and on-site under the control of the control equipment, digital machine under the control of the system hardware configuration and software design. PLC as a main control unit, paper models of their choice, I / O design, the connection of external hardware such as described in detail, using the order of control system design and PLC program flow chart.
KEY WORDS: Synchronized fountain; control system; PLC
设计要求
采用PLC构成花样喷泉的自动控制系统,可通过修改PLC控制程序,改变对花样喷泉的控制要求。
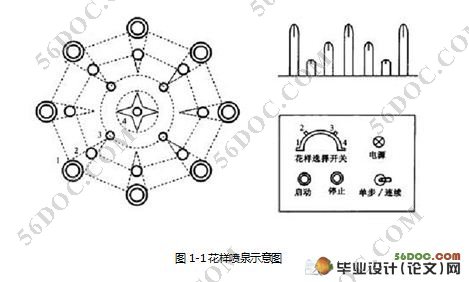
花样喷泉的示意图如下图1-1所示,图中4号为中间喷头,3号为内环状喷泉,2号为中环喷头,1号为外环喷头。
控制要求
1.按下启动按钮,喷泉开始工作;按下停止按钮,喷泉停止工作;
2.喷泉的工作方式由花样选择开关和单步/连续开关决定;
3.当单步/连续开关在单步位置时,喷泉只能按照花样选择开关设定的方式,运行一个循环;
4.花样选择开关用于选择喷泉的喷水花样,考虑以下4种喷水花样:
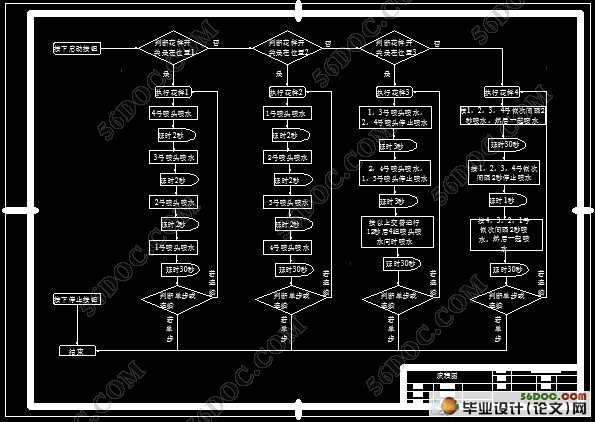
花样选择开关在位置1时,按下启动按钮后,4号喷头喷水,延时2s后,3号喷头喷水,在延时2s后,2号喷头喷水,又延时2s后,1号喷头喷水。18s后,如果为单步工作方式,则停下来;如果为连续工作方式,则继续循环下去。
花样选择开关在位置2时,按下启动按钮后,1号喷头喷水,延时2s后,2号喷头喷水,在延时2s后,3号喷头喷水,又延时2s后,4号喷头喷水。30s后,如果为单步工作方式,则停下来;如果为连续工作方式,则继续循环下去。
花样选择开关在位置3时,按下启动按钮后,1号、3号喷头喷水,延时3s后,2号、4号喷头喷水,同时1号、3号喷头停止喷水。如此交替运行15s后,4组喷头全部喷水,30s后,如果为单步工作方式,则停下来;如果连续工作方式,则继续循环下去。
花样选择开关在位置4时,按下启动按钮后,按照1->2->3->4的顺序,依次间隔2s喷水,然后一起喷水。30s后,按照 1->2->3->4的顺序,依次间隔2s停止喷水。在经1s延时,按照4->3->2->1的顺序,依次间隔2s 喷水,然后一起喷水,30s后停止。如果为单步工作方式,则停下来;如果为连续工作方式,则继续循环下去。
#p#副标题#e#
目 录
摘 要 I
ABSTRACT II
第1章 绪论 1
1.1论文的背景 1
1.2设计要求 2
1.3 PLC简述 3
1.3.1可编程控制器的产生 3
1.3.2 PLC的定义 3
1.3.3 PLC的特点 4
第2章 喷泉概述 5
2.1喷泉的定义与分类 5
2.2 喷泉发展情况 5
2.3喷泉的发展趋势 6
第3章 花样喷泉设计方案 7
3.1 PLC的选型 7
3.1.1 常用PLC介绍 7
3 .1.2确定型号西门子S7-200 8
3 .1.3西门子S7-200所具有优越性能 8
3.2西门子S7-200的结构功能 9
3.2.1PLC内部功能 9
3.2.2PLC输入输出接口的安全保护 10
第4章 PLC S7-200的安装 11
4.1 安装S7-200设备指南 11
4.2 安装和移除S7-200模块 11
4.3 接地和布线指南 12
第5章 花样喷泉PLC控制的程序设计 13
5.1 I/O分配简介 13
5.1.1开关量输入模块的选择 13
5.1.2 开关量输出模块的选择 13
5.1.3模拟量I/O模块的选择 13
5.2 I/O分配表 14
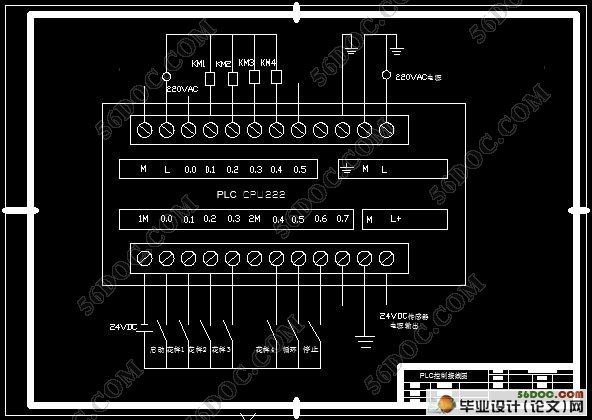
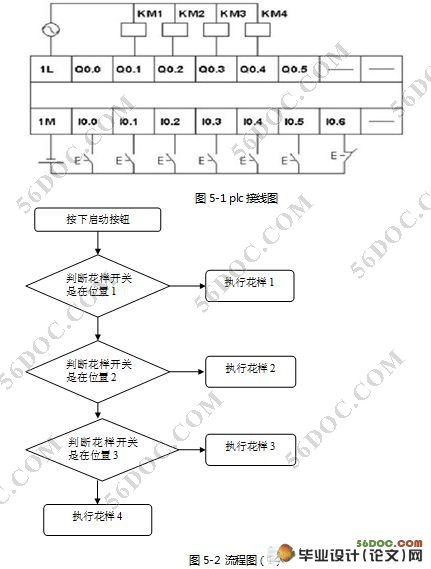
5.3I/O接线图 15
5.4流程图 15
5.5 梯形图 16
结 论 28
谢 辞 29
参考文献 30
外文资料翻译 31
参考文献
[1] 吴明亮.可编程控制实训教材[M].北京:化学工业出版社,2005.8
[2] 张桂香.机电类专业毕业设计指南[J].北京:机械工业出版社,2005.1
[3] 瞿大中. 可编程控制与实验[P].华中科技大学出版社,2002.12
[4] 殷建国.工厂电气控制技术[M].北京:经济管理出版社,2006.9
[5] 齐占庆.机床电气控制技术[G].北京:机械工业出版社,2006.1
[6] 余雷声. 电器控制与PLC应用[M]. 北京:机械工业出版社,1996.1
[7] 程周. 可编程控制器技术与应用[M]. 北京:电子工业出版社,2002.8
[8] 郭健. 可编程序控制器原理及应用[M]. 北京:中国电力出版社,2004.2
[9] 黄净. 电气及PLC控制技术[M]. 北京:机械工业出版社:72
[10] 张万忠,孙晋. 可编程控制器入门与应用实例(三菱FX2N系列)[M]. 北京:
国电力出版社,2005.6
[11] 王孙.关节式机械手本体及控制系统设计[M].西安交大机械电子工程研究所,CN 44-1259/TH
[12] 高钦和. 可编程控制器应用技术与设计实例[M]. 北京:人民邮电出版社,2004.7:7-10
[13] 郭宗仁等.可编程序控制器及其通信网络技术[M].北京:人民邮电出版社,1995
[14] 陈建明. 电气控制与PLC应用. 电子工业出版社[M]. 2006.第一版
[15] 刘长青. 电气控制与PLC应用技术(机电一体化技术) [M] .科学出版社. 2008.7第一版
[16] 王永华 . 现代电气控制及PLC应用技术(第2版) [M] . 北京:人民邮电出版社,2004.7