
基于PLC卧式双面组合钻床设计
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业。我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件,完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成形面等。随着技术的不断进步,一种新型的组合机床――柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。
本文对可编程序控制器(PLC)应用于双面钻孔组合机床电气控制系统的设计思想作了介绍。对系统的硬件组成和软件设计作了较为详细的阐述。通过上位计算机可对机床的现场状态实施监控和对工作参数进行调整,使系统工作在最佳状态。近几年来的现场应用情况表明,该PLC控制系统工作可靠,操作方便,提高了工效。(爱毕业设计网 www.2bysj.cn)
关键词:PLC;组合机床;步进梯形指令(STL)。
Abstract
Combination machine tools and automatic line is a comprehensive collection and integration of high degree of automation in the manufacturing technology and process equipment packages. It is characterized by highly efficient, high quality, economical and practical, they have been widely used for mechanical engineering, communications, energy, industry, light industry, and home electrical appliances industry. Our traditional combination machine tools and machine tool portfolio automatically routes primarily use machines, electricity, gas, hydraulic control, and its processing is targeted at the production lot larger-and medium-bold type and Zhou Lei parts and complete drilling, reaming, cut Kong, the processing of thread, boring, cars carry noodles and protrude Taiwan in Conedera smooth-bore various shapes shafts and horizontal Xianxiao and shape face. As technology advances, a new portfolio of machine tools -- soft combination machine tools increasingly been favored, it applied a line box, convertible main boxes, coding and cutlery accompanying jig automatic replacement, coupled with programmable controller (PLC), numerical control (NC), to arbitrarily change the work cycle control and drive systems, and the flexibility to adapt to the multi-species processing scale variable portfolio tools.
This article mainly introduces the design thought of PLC applying for Modular Machine Tool electronic control system. It gives a detailed statement on the components of the system hardware and design of software. detail. The machine tool state can be monitored and the parameter can be adjusted in the site by top-computer, and enabling the system to have optimal property. Recent application on spots shows: this PLC controlling system works reliably, operates conveniently and effectively.
Keywords: PLC; Modular Machine Tool;STL
组合机床的概念
以独立的通用部分为基本组成的专用机床,一般叫做组合机床。组合机床是由许多预制的通用部分及少量的专用部分组成的,它能从多面,多工位,多轴对一个或几个工件同时进行加工,和一般的万能机床相比,具有设计制造周期短,成本低,自动化程度高,加工效率高,加工质量稳定,减轻工人劳动强度等优点。在机械制造工业中,装备新企业或对老企业进行技术改造,采用组合机床及其自动线,是发展生产,提高质量的有效途径之一。 这种机床利用总的电气系统将各个部分的工作联合成一个统一的循环。由于机床的各个部件都设计成能独立存在的,因此有可能按照一定的特点将类似用途的部件编成系列型谱,进一步完善和验证其结构,并在此基础上建立合理的规格尺寸系列,实现通用化。
双面组合钻床的介绍
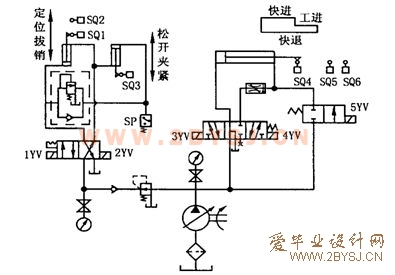
卧式双面组合钻床由床身、夹具、液压操纵箱、主轴箱、电气柜、冷却装置等组成。其中主轴箱是用于按各主轴所相互要求的距离来布置主轴,并将所须的转数传给主轴。布置在一个主轴箱内的主轴数决定于被加工零件的结构,有时可达几十根。装到个主轴箱上的刀具可以在尺寸或用途上都相同,或者不同。电气柜是我毕业设计的重点,它承担了整个机床的控制系统,当我们要用这台机床加工工件的时候,只要把相应的程序输入然后按照机床的工作顺序启动,机床就会按照我门所要求的工件类型进行加工了。双面钻孔组合机床是针对在工件两相对表面进行钻孔加工而设计的一种高效自动化专用加工设备,其基本结构是:两个动力滑台对面布置,安装在标准侧底座上,刀具电动机固定在滑台上,中间底座上装有工件定位、夹紧装置。该双面钻孔组合机床采用电动机驱动和液压系统驱动相结合的驱动方式,其控制过程是典型的顺序控制,若采用可编程控制器(PLC)来构成其电气控制系统,则电气系统具有体积小、维修量少、工作可靠、操作简单并能适应控制要求等优点。(爱毕业设计网 www.2bysj.cn)
机床上有四台电动机:液压泵电动机M1,左刀具电动机M2,右刀具电动机M3,冷却泵电动机M4。电动机M2,M3分别拖动左,右动力滑台上主轴箱的刀具主轴提供切削主运动。左,右动力滑台的进给运动和工件的定位,加紧,放松,均由电气-液压联合控制。
目 录
1 绪 论 5
1.1 课题背景 5
1.1.1 组合机床的国内外现状 6
1.1.2 PLC控制技术的国内外现状 7
1.2 组合机床的概述 9
1.2.1 组合机床的概念 9
1.2.2 双面组合钻床的介绍 9
1.3 可编程序控制器及应用 10
1.3.1 可编程序控制器概述 10
1.3.2 可编程控制器的结构和工作方式 11
1.3.3 三菱F2系列PLC及其指令系统 15
1.4 PLC控制系统设计存在的问题 16
1.5 课题内容及其研究目标 17
2 系统设计的总体方案 19
2.1 系统总体设计思想及优选方案的确定 19
2.1.1 卧式双面组合钻床电气控制系统的构成 19
2.1.2 系统的功能要求 19
2.1.3 PLC控制系统的特点 20
2.1.4 PLC控制技术的总体设计思想 22
2.2 关键技术及主要研究任务 24
3 系统的控制方法及PLC控制程序的编写 26
3.1 双面组合钻床的动作循环 26
3.2 组合钻床电气控制原理图的绘制 29
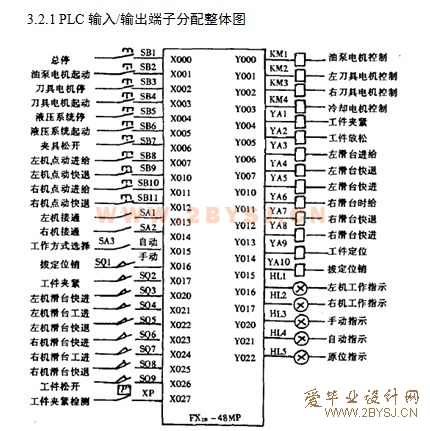
3.2.1 PLC输入/输出端子分配整体图 29
3.2.2 组合钻床电气控制原理图的绘制 29
3.3 PLC控制程序的编写 30
(爱毕业设计网 www.2bysj.cn)
3.3.1 可编程控制器的选取 30
3.3.2 PC的I/O地址分配 33
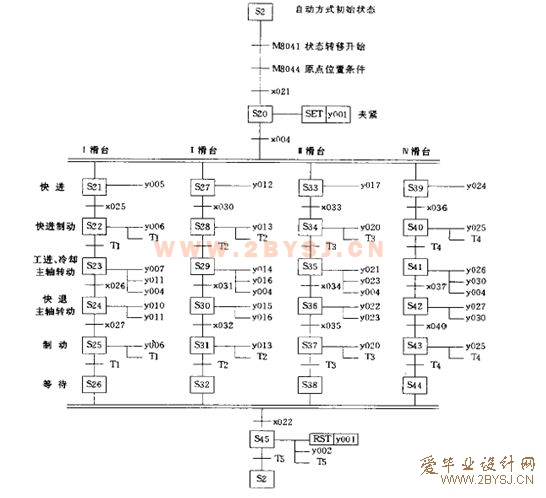
3.3.3 PLC状态图及梯形图(程序)的设计 36
4提高可编程序控制器可靠性措施分析 42
结 论 53
谢 辞 54
参考文献 55
参考文献
[1] 高钦和.可编程控制器应用技术与设计实例[M].北京:人民邮电出版社,2004.7:16~145.
[2] 郁汉琪.电气控制与可编程序控制器应用技术[M].南京:东南大学出版社,2003.6:53~88.
[3] 梁为.可编程序控制器原理及应用[M].北京:煤炭工业出版社,2003.10:130~154.
[4] 钟肇新.可编程控制器原理及应用[M]. 广东:华南理工大学出版社,2003.5:16~180.
[5] 袁任光.可编程序控制器(PC)应用技术与实例[M].广东:华南理工大学出版社,1997.6:149~182.
[6] 天津大学无线电材料与元件教研室编.电容器[M].技术标准出版社,1981:74~103.
[7 A. Mader, Ed Brinksma. Design of a PLC control program for a batch plant VHS case study 1[J]. European Journal of Control. -2001.7(4). -E4-E4:25~43.
[8 黄冰,蒋廷标等.单片机原理及应用(MCS-51)[M].重庆:重庆大学出版社, 2003.8:160~192.
[9 周德俭.数控技术[M].重庆:重庆大学出版社,2001.11:78~82.
[10 张进秋,陈永利,张中民.可编程控制器原理及应用实例[M].北京:机械工业出版社,2003.11:189~206.
[11 陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2000.6:162~224.
[12 MITSUBLSHI.三菱微型可编程控制器应用手册[M].内部资料,1998:38~79
[13伯生.可编程控制器配置•编程•联网[M].北京:中国劳动出版社,1998.52~81
[14 皱金惠.可编程控制器(PLC)原理及应用[M].昆明:云南科技出版社,2001:36~65
25000字