
PLC-Z30130X31型钻床控制系统的PLC改造
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要:Z30130X31型摇臂钻床属于大型立式钻床,其传统的控制方式是利用继电器接触器原理控制。由于利用继电器接触器控制系统比较复杂,难于操作;因此本次设计是将其改造成为利用PLC控制,这样既可以提高生产效率,也可以增加其使用寿命。
首先通过对钻床工作原理的了解,然后对PLC的硬件和软件进行设计。根据钻床的工作要求选择合理的工作器件如:继电器,接触器等等,然后编写相应的程序语句表并绘制梯形图,再根据输入输出点数选择PLC型号,输入点数:22输出点数:17,所以本次设计选择FX2N-48MR型PLC并绘制硬件接线图;最后对程序进行模拟调试。
关键词:PLC;电动机;行程开关;断路器;控制按钮;控制开关;工作指示灯。
Z30130X31 drilling machine control system's PLC transformation
Abstract: Z30130X31-arm drilling is a large vertical drilling, the traditional control method is the use of relay contacts Principle control. The use of the relay contactor control system more complicated and difficult operation, therefore this design is its use of a PLC control, this can enhance the efficiency of production and can also increase their service life.
By drilling the first principle of understanding, and then the PLC hardware and software design. According to drilling requirements for the work of the work of a reasonable choice of devices such as: relays, contacts, etc., and then the preparation of the corresponding procedures and the mapping of ladder diagram sentences table, the light input and output points choose PLC models, the importation of points: 22 output points: 17, Therefore, this design options FX2N-48MR PLC and the mapping of hardware wiring diagram; Finally, the simulation debugging procedures.
Key words: PLC; motor; trip switch circuit breaker; control button control switch; work light.
目 录
第一章 引言•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••1
第二章 机床的主要参数及钻床的机械及运动形式•••••••••••••••••••••••••••2
第三章 继电器接触器控制原理•••••••••••••••••••••••••••••••••••••••••••••4
3.1制线路特点与电气线路概述•••••••••••••••••••••••••••••••••••••••••4
3.2控制原理分析及分立控制线路•••••••••••••••••••••••••••••••••••••••5
第四章PLC控制系统的硬件设计•••••••••••••••••••••••••••••••••••••••••••10
4.1电动机的选型•••••••••••••••••••••••••••••••••••••••••••••••••••••••10
4.2接触器的选择•••••••••••••••••••••••••••••••••••••••••••••••••••••••12
4.3自动空气断路的选型••••••••••••••••••••••••••••••••••••••••••••••••15
4.4热继电器的选用•••••••••••••••••••••••••••••••••••••••••••••••••••••16
4.5中间继电器的选型•••••••••••••••••••••••••••••••••••••••••••••••••••18
4.6万能转换开关的选型•••••••••••••••••••••••••••••••••••••••••••••••••18
4.7电磁铁的选型•••••••••••••••••••••••••••••••••••••••••••••••••••••••19
4.8按钮的选型••••••••••••••••••••••••••••••••••••••••••••••••••••••••••19
4.9位置开关的选型•••••••••••••••••••••••••••••••••••••••••••••••••••••19
4.10导线的选型••••••••••••••••••••••••••••••••••••••••••••••••••••••••20
4.11变压器的选型••••••••••••••••••••••••••••••••••••••••••••••••••••••20
4.12机床电气控制系统的工艺设计••••••••••••••••••••••••••••••••••••••23
4.13电气元件布置图的绘制•••••••••••••••••••••••••••••••••••••••••••••24
4.14电气接线图的绘制•••••••••••••••••••••••••••••••••••••••••••••••••25
4.15 可编程控制器•••••••••••••••••••••••••••••••••••••••••••••••••••••26
4.16三菱PLC指令系统••••••••••••••••••••••••••••••••••••••••••••••••••35
第五章 PLC控制系统软件设计••••••••••••••••••••••••••••••••••••••••••••••37
5.1输入地址分配•••••••••••••••••••••••••••••••••••••••••••••••••••••••37
5.2输出地址分配•••••••••••••••••••••••••••••••••••••••••••••••••••••••37
5.3接线图••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••38
5.4程序语句表•••••••••••••••••••••••••••••••••••••••••••••••••••••••••39
第六章 程序模拟调试•••••••••••••••••••••••••••••••••••••••••••••••••••••••42
第七章 总结•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••44
致谢••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••45
参考文献•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••46
可编程控制器(Programmable Controller)是为工业控制应用而设计制造的专用计算机控制装置,是20世纪60年代发展起来的控制设备。最早的可编程控制器可追溯到1969年。早期的可编程控制器称作可编程逻辑控制器Programmable Logic Controller,简称PLC,主要作用就是替代继电器实现逻辑控制。工业控制领域的快速发展和不断增长的新需求。使得目前这种装置的功能已经大大超出逻辑控制的范围,因此原来的说法已经不贴切地表示其功能了。今天我们称之为可编程控制器 ,简称PC。但为了避免与个人计算机Personal Computer的简称混淆,还是简称PLC。
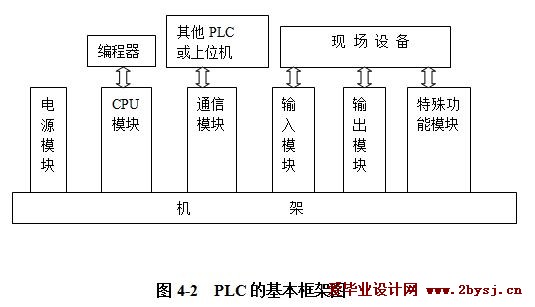
PLC是微电子技术与自动控制技术相结合的产物,它的应用非常广泛,能方便地直接用于机械制造、化工、电力、交通、采矿、建材、轻工、环保、食品等各行各业。即可用于老设备的技术改造,也可用于新产品的开发和机电一体化。近年来,可编程序控制器的发展非常快,不仅应用普及非常快,而新产品的开发速度也是非常快的。
机床的主要参数
1. 机床的主要参数
(1)最大钻孔直径 100mm
(2)主轴中心线至立柱母线距离:最大 3150mm
最小 570mm
(3)主轴箱水平移动距离 2580mm
(4)主轴端面至底座工作面距离:最大 2500mm
最小 750mm
(5)摇臂升降距离 1250mm
(6)摇臂升降速度 0.61m/min
(7)摇臂回转角度 360度
(8)主轴圆锥孔 莫氏6号
(9)主轴转速范围 8~1000r/min
(10)主轴转速级数 22级
(11)主轴进给量范围 0.06~3.2mm/r
(12)主轴进给量级数 16级
(13)主轴行程 500mm
(14)刻度盘每转钻孔深度 170mm
(15)主轴允许最大扭转力矩 2450N•m
(16)主轴允许最大进给抗力 49×10 3.N
(17)主电机功率 15kw
(18)摇臂升降电机功率 3kw
(19)主轴箱及摇臂液压夹紧电机功率 0.75k
(20)立柱液压夹紧电机功率 0.75kw
(21)主轴箱水平移动电机功率 0.25kw
(22)主轴箱水平移动速度 1.6m/min
(23)冷却泵电机功率 0.09kw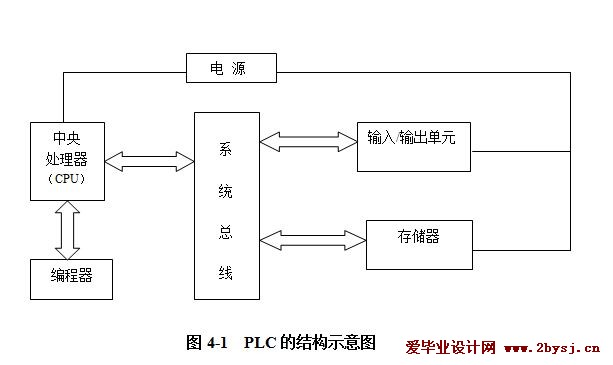
接线图: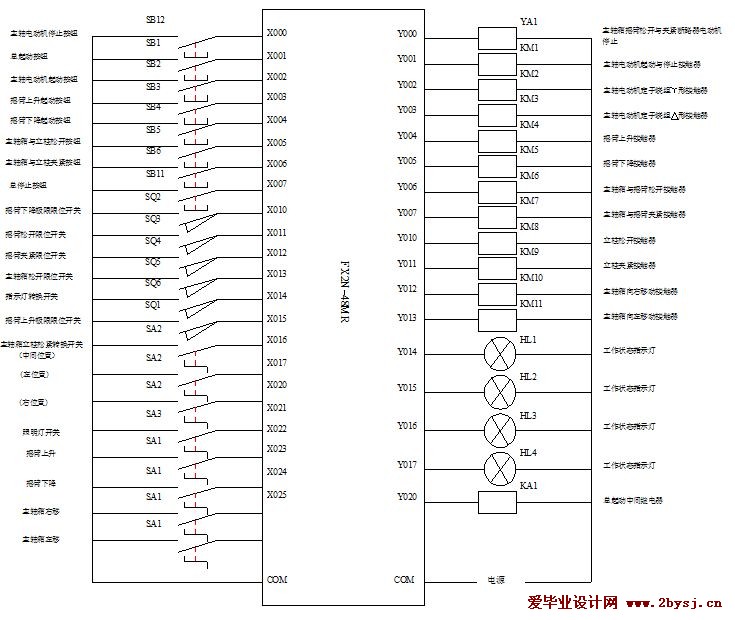
2. 钻床的机械及运动形式
(一)Z30130x31型摇臂钻床适用于在重大型零件上钻孔、扩孔、铰孔、刮平面及攻螺纹等工作,在具有工艺装备的条件下可以进行镗孔。
Z30130x31行摇臂钻床,其零部件通用化程度较高,本机床具有如下特点:
采用液压预选变速机构,可节省辅助时间;主轴正反转、停车(制动)、变速、空挡等动作都用一个手柄控制,操纵轻便;主轴箱、摇臂、内外柱采用液压驱动的菱形块夹紧机构,夹紧可靠;摇臂上导轨、主套筒及内外柱回转滚道等处均进行淬火处理,可延长使用寿命;主轴箱的移动除手动,还可以机动;有完善的安全保护装置及外柱防护和自动润滑装置。
(二)液压系统的主要特点
(1)该液压系统中工作台的换向采用了时间控制的换向回路。在换向阀阀芯上的四个控制边均带有锥度较小的制动锥,同时可采用单向节流阀来调整阀芯的移动速度,使制动过程平稳,减小了换向冲击,这对工作台运动速度较高、换向要求平稳。
(2)液压系统中,采用了进油和回油路的双重节流调速回路,并以回油节流调速为主,因此,工作台的运动平稳,且可减小工作台启动时的前冲现象。
(3)具有卸荷回路,机床不工作时,可使系统卸荷,以减少功率损失和减少油液发热。