
水处理电气控制系统的设计(三菱FX2N系列PLC)
无需注册登录,支付后按照提示操作即可获取该资料.
摘要:系统采用三菱FX2N系列PLC 作为控制中心。对系统的功能、硬件配置和软件编写进行了讨论,分析了各I/ O 模块的功能,并给出了流程框图。该系统具有较好的实用性和稳定性。
随着PLC的发展及显而易见的优点, 其在工业生产过程控制中得到了广泛的应用, 化学水处理系统是电厂中应用PLC进行控制最多的辅助系统。化学水处理的工艺流程较为复杂, 以往采用继电器进行控制, 因安装接线繁杂, 维护量大以及设备易老化等原因, 使得其可靠性差, 投运率较低。PLC控制系统具有安全可靠、功能完善、操作简便等优点, 大大提高了电厂化学水处理的自动化水平。
通过本项目的实践,对构建PLC控制系统和基于Visual Basic6.0平台构建远程监控具有了较完整的认识。同时也证明了本方法实用性较强,投资极其低廉,能较好的满足中、小型控制系统的需要,对其他控制系统的构建也具有一定的参考价值。
关键词: PLC,FX2N,VB6.0, 继电器;
1引言
高纯水是特殊行业至关重要的生产用水,如电厂锅炉用水、渡膜用水、半导体制造用水、医药用水等。而目前我国高纯水处理行业的自动化程度还不很高,对供水水质、水压、流量、温度等过程参数的采集和监测大多还停留在现场级或仍依靠人工的定时巡检,由于设备的分散和远离管理部门以及由于人员的缺乏等因素而不能实时、准确地对设备参数进行监控;更由于人为因素的存在而影响对水质的控制和对设备的维护。因此对整个水处理过程实施监控非常必要。
而就对水处理监控的方式:一般由PLC控制、分布式控制DCS(Distribution Control System)和现场总线控制FCS(Fieldbuses Control System)等形式。而从地理位置来看,又可有现场监控和远程监控两种类型。在现场监控结构体系中,PLC主要用于顺序控制和闭环控制。也可用一台PC机作为主站,多台同型PLC作为从站而构成简单的PLC网络化控制系统。同时PLC网络可作为独立的DCS或作为DCS/TDCS的子系统。PLC控制的最大优点是简单、可靠、编程方便(无需知道通讯协议),并且价格低廉,在小型控制系统中使用为最普遍的一种控制方式。
本文所涉及的对高纯水处理系统所采用的便是基于PLC控制和基于Microsoft Visual Basic 6.0实现的现场DCS系统和远程监控。实践证明该控制系统具有硬件成本低、软件设计简单、实现方便,特别适合中、小规模的各类控制系统的实现。

1引言------------------------------------------------------------------------------------------------------13
2可编程序控制器发展---------------------------------------------------------------------------------13
3系统构成------------------------------------------------------------------------------------------------15
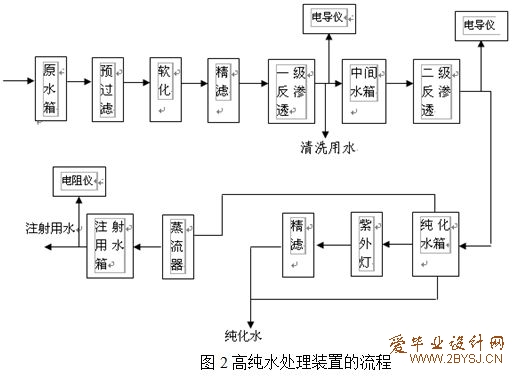
3.1高纯水处理系统的组成-------------------------------------------------------------------------15
3.2控制系统的要求----------------------------------------------------------------------------------15
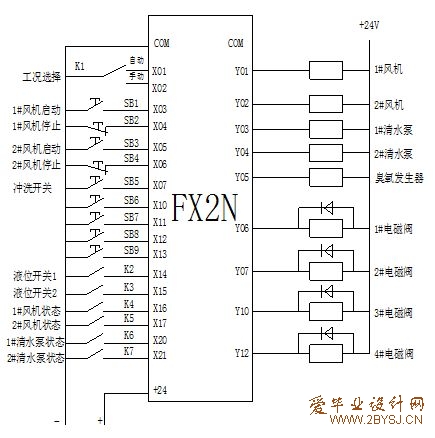
3.3 PLC控制方式的实现----------------------------------------------------------------------------15
3.4控制程序的设计----------------------------------------------------------------------------------16
3.4.1下位机的功能实现--------------------------------------------------------------------------16
4现场监控的实现---------------------------------------------------------------------------------------18
4.1 PLC与PC的串行通信的设计----------------------------------------------------------------18
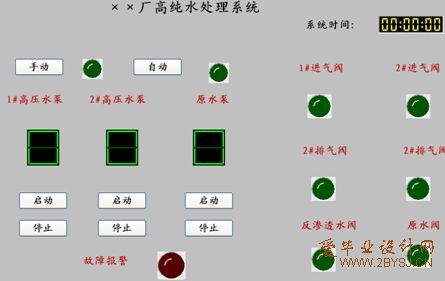
4.2 基本监控界面的设计与实现------------------------------------------------------------------20
4.2.1 操作区的设计与实现---------------------------------------------------------------------21
4.2.2 监视区设计与实现------------------------------------------------------------------------21
结束语-----------------------------------------------------------------------------------------------------22
附录1、VB部分程序清单-----------------------------------------------------------------------------23
附录2、部分PLC控制程序--------------------------------------------------------------------------27
参考文献--------------------------------------------------------------------------------------------------31
毕业设计材料目录
1.毕业实践任务书-------------------------------------------------------------------------------1
2.外文翻译----------------------------------------------------------------------------------------2
3.毕业实践调研报告--------------------------------------------------------------------------11
4.毕业设计说明书-----------------------------------------------------------------------------13
5.附录--------------------------------------------------------------------------------------------23
6毕业设计总结--------------------------------------------------------------------------------32
7.参考文献--------------------------------------------------------------------------------------31
参考文献
1 张明光. 基于PLC的彩釉砖生产过程监控系统[ J ]. 自动化仪表,2007, 28 (1) : 26 - 28, 32.
2 夏春梅. PLC与上位机的串行通信[ J ]. 自动化仪表, 2004, 25 (8) :40 - 41.
3 贾爱民,王玉芬. Rockwell A2B可编程序控制器的编程[ J ]. 机电工程, 1999, (3) : 50 - 51.
4 陈光泉. PLC控制系统抗干扰研究[ J ]. 吉林工程技术师范学院学报, 2006, 22 (3) : 51 - 53.
5 陈宗明,范红照,胡秋云. 电厂化学水处理控制系统的改造[ J ].广东电力, 2005, 18 (9) : 40 - 42.
6 陈宇.可编程控制器及编程技巧[M] .广州: 华南理工大学出版社, 1999.
7 王卫兵. VB串口通讯与测控技术[M] .北京: 机械工业出版社, 2002.
8 田瑞庭.可编程控制器应用技术[M] .北京: 机械工业出版社, 1994.
9 刘志远.可编程控制器原理及其在电厂中的应用[M] .北京: 中国电力出版.