
EBH150横轴减速器箱体加工工艺规程的制订及夹具设计(含CAD零件图夹具图)
无需注册登录,支付后按照提示操作即可获取该资料.
EBH150横轴减速器箱体加工工艺规程的制订及夹具设计(含CAD零件图夹具图)(论文说明书20000字,外文翻译,CAD图4张)
摘 要
制造工艺是制造技术的灵魂、核心和关键,是生产中最活跃的因素。其过程是采用金属切削刀具或磨具及其他加工方法来加工工件,使工件达到所要求的形状、尺寸、表面粗糙度和力学物理性能,从而生产出合格零件。夹具的使用可以有效的保证加工质量,提高生产效率,降低生产成本,扩大机床的工艺范围,减轻工人劳动强度,保证安全生产等。考虑到机械加工工艺安排及夹具的使用在箱体的生产中直接影响到其加工质量和生产效率等,所以研究箱体的机械加工工艺及夹具设计的课题有着十分重要的意义。
关键词:制造工艺;机械加工工艺;夹具设计
Formulation of Processing Procedure and Fixture Design for EBH150 Transverse Reducer Box
ABSTRACT
Manufacturing technology is the soul, core and key of manufacturing technology and the most active factor in production. The process is to use metal cutting tools or abrasives and other processing methods to process the workpiece, so that the workpiece can meet the required shape, size, surface roughness and mechanical and physical properties, thus producing qualified parts. The use of fixture can effectively ensure the quality of processing, improve production efficiency, reduce production costs, expand the scope of machine tools, reduce labor intensity of workers, ensure safe production, etc. Considering that the arrangement of machining technology and the use of fixture directly affect the processing quality and production efficiency in the production of box body, it is of great significance to study the subject of machining technology and fixture design of box body.
Key words:Manufacturing process; Machining technology;Fixture design
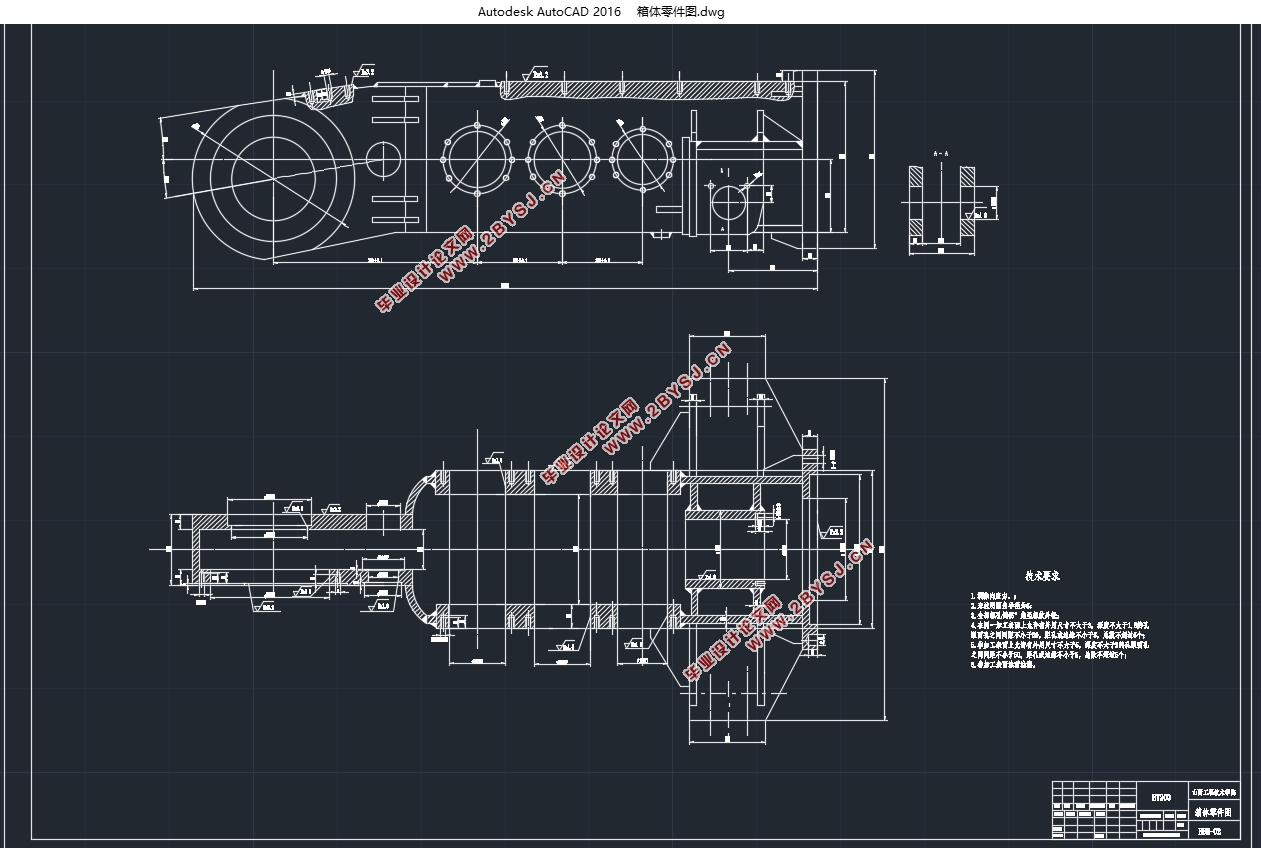
箱体的零件图
根据箱体制件的尺寸精准度以及粗糙程度的技术需求,可以知道其加工工序主要有加工箱体上下平面,结合面,侧平面等平面、镗Φ215mm孔、Φ190孔、镗Φ320mm孔、Φ130台阶孔、钻扩3-Φ30孔、配钻2-Φ40孔、配钻6-Φ20mm锥销孔各孔、钻攻小端3-M18孔、钻攻大端18-M20孔以及攻斜面3-M10孔等螺纹孔。
根据先面后孔的准则可以知道,以面为主来加工一端面,镗Φ215mm孔、Φ190孔、镗Φ320mm孔、Φ130台阶孔、加工箱体的结合面、侧平面等平面、每个待加工表面的粗糙度Ra=3.2;以孔为主来加工上端面的孔、钻攻大端18-M20孔以及攻斜面3-M10孔等螺孔、钻扩3-φ30孔、配钻2-φ40孔、配钻6-φ20mm锥销孔各孔、钻攻小端3-M18孔。

目 录
摘 要 I
ABSTRACT II
1 绪 论 1
1.1 课题背景 1
1.2 制订工艺规程的意义及其基本要求 1
1.3 夹具的设计 2
1.3.1 当代自动化加工夹具的未来与方向 2
1.3.2 夹具设计的步骤 3
1.4 本章小结 4
2 箱体加工工艺规程设计 5
2.1 箱体零件分析 5
2.2 明确毛坯的参数值 6
2.2.1 选择毛坯的材料,计算尺寸公差 6
2.2.2 毛坯的尺寸大小及画出毛坯图 7
2.3 制订加工方案 8
2.3.1 定位基准 9
2.3.2 制订加工流程 12
2.3.3 明确加工方案 15
2.4 选取加工装置 17
2.5 明确切削用量以及加工用时 17
2.5.1 粗、精铣箱体上下平面 17
2.5.2 粗、精铣侧平面 20
2.5.3 粗、精铣箱体结合面 23
2.5.4 铣斜面 25
2.5.5 钻扩3-φ30孔 27
2.5.6 镗Φ215mm孔Φ190孔 28
2.5.7 配钻6-φ20mm锥销孔 30
2.5.8 钻攻小端3-M18孔 31
2.5.9 钻攻M16孔 33
2.5.10 配钻2-φ40孔 34
2.5.11 钻攻斜面3-M10孔 35
3 专用夹具设计 38
3.1 机床夹具设计的基本要求和一般步骤 38
3.1.1 对专用夹具的基本要求 38
3.1.2 专用夹具设计步骤 38
3.2 常见的夹紧机构 40
3.2.1 斜楔夹紧机构 40
3.2.2 螺旋夹紧机构 40
3.2.3 偏心夹紧机构 40
3.2.4 定心夹紧机构 41
3.2.5 铰链夹紧机构 41
3.2.6 夹紧装置的组成和基本要求 41
3.2.7 对夹紧装置的基本要求 42
3.2.8 夹紧力的方向选择 42
3.2.9 夹具作用点的选择 42
3.2.10 夹紧力大小的估算 43
3.3 镗Φ215mm孔Φ190孔夹具的设计 43
3.3.1 定位原理分析 44
3.3.2 定位元件的设计 44
3.3.3 定位误差分析 44
3.3.4 切削力及夹紧力的计算 45
3.3.5 导向套的设计选型 48
3.3.6 镗Φ215mm孔Φ190孔夹具的设计与使用 48
4 总结 50
附录 51
参考文献 52
外文文献 54
中文翻译 61
致谢 66
图纸为4张A0图
序号 代号 名称 图幅
01 EBH-01 夹具装配图 A0
02 EBH-02 箱体零件图 A0
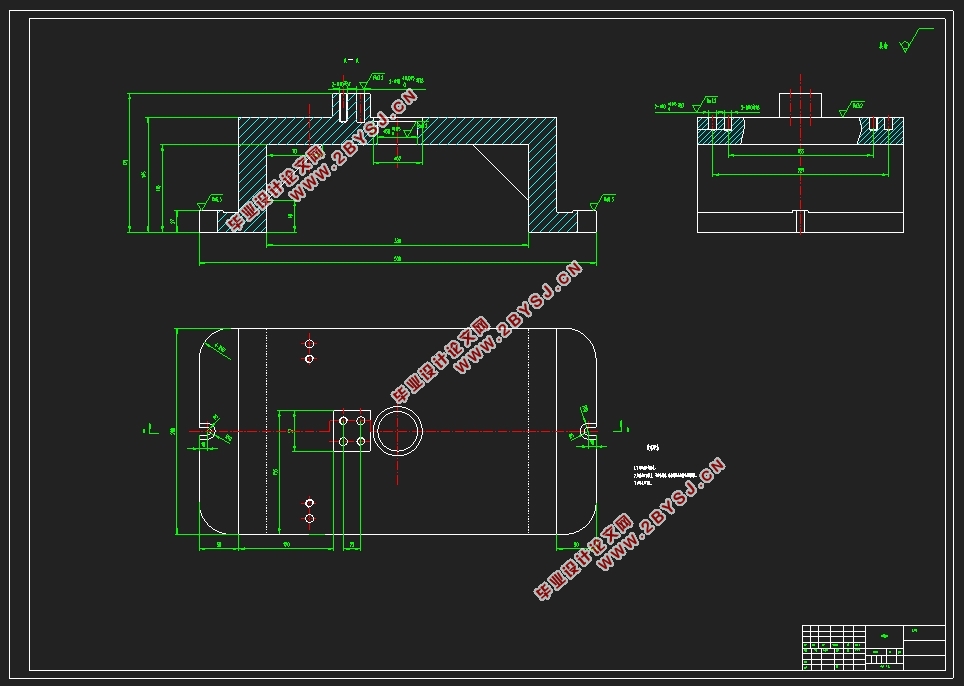
03 EBH-03 零件毛坯图 A0
04 EBH-04 夹具体 A0