
花键毂精锻成形工艺与模具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
花键毂精锻成形工艺与模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书20000字,CAD图15张)
摘要
针对传统热模锻存在的机械加工切削量大、材料浪费严重、劳动生产率低等劣势,本文提出用精密模锻工艺生产其锻件,对花键毂零件的精密锻件设计、精锻成形工艺、模具设计等问题进行了分析。
首先,根据花键毂零件的结构和形状特征,设计其锻件,选用摩擦压力机,用精密模锻成形花键毂锻件,能获得表面质量好、机械加工余量少且尺寸精度较高的花键毂锻件。
其次,使用刚塑性有限元软件Deform-3D对其终锻工艺进行了模拟,根据后处理结果,对应力场、应变场、温度场、行程-载荷等进行分析,验证成形工艺的可行性。
最后,设计了一种浮动模结构,并通过Deform-3D软件对采用浮动模精锻成形的工艺进行数值模拟分析,验证了这种模具结构具有减小凹模和毛坯的相对速度,从而降低毛坯与模具接触表面的摩擦力的特点。得出采用该工艺不仅可以使成形过程中的变形力降低,更能提高坯料的填充性能的结论。
关键词:花键毂;精密模锻;模具设计;浮动凹模
Summary
Conventional hot forging operation is developing restrictedly in the modernmanufactoring industry due to its disadvantages: high proportion of machining operation, huge cost of material and low labour efficiency. This project proposes manufacturing the forge piece via closed-precision forging. Others, this project works on the design of the splined hub’s precision forge piece, the process of the closed-precision forging, and the design of the forging die.
First of all, this project had designed the splined hub’s precision forge piece based on the characteristics of its shape and structure. A high-quality precision forge piece with high dimensional accuracy and fine surface could be shaped by the use of friction screw press.
Secondly, the simulation of the final process during forging was put forward by Deform-3D, a FEM software. After analyzing the stress field, strain field, temperature field and stroke-loan curve,we concluded the scheme was available.
Finally, alternative die design was proposedin this project. A disciplinarian was also proved that the friction between the workpiece and the die could be significantly decreased owing to the reduction of relative speed of them via a numerical simulation on the Deform-3D platform. We drew a conclusion that using the alternative die could not only reduce the deformation force, but also optimize the quality of metal filling.
Key words:splined hub; precision forging; design of the forging die; alternative die
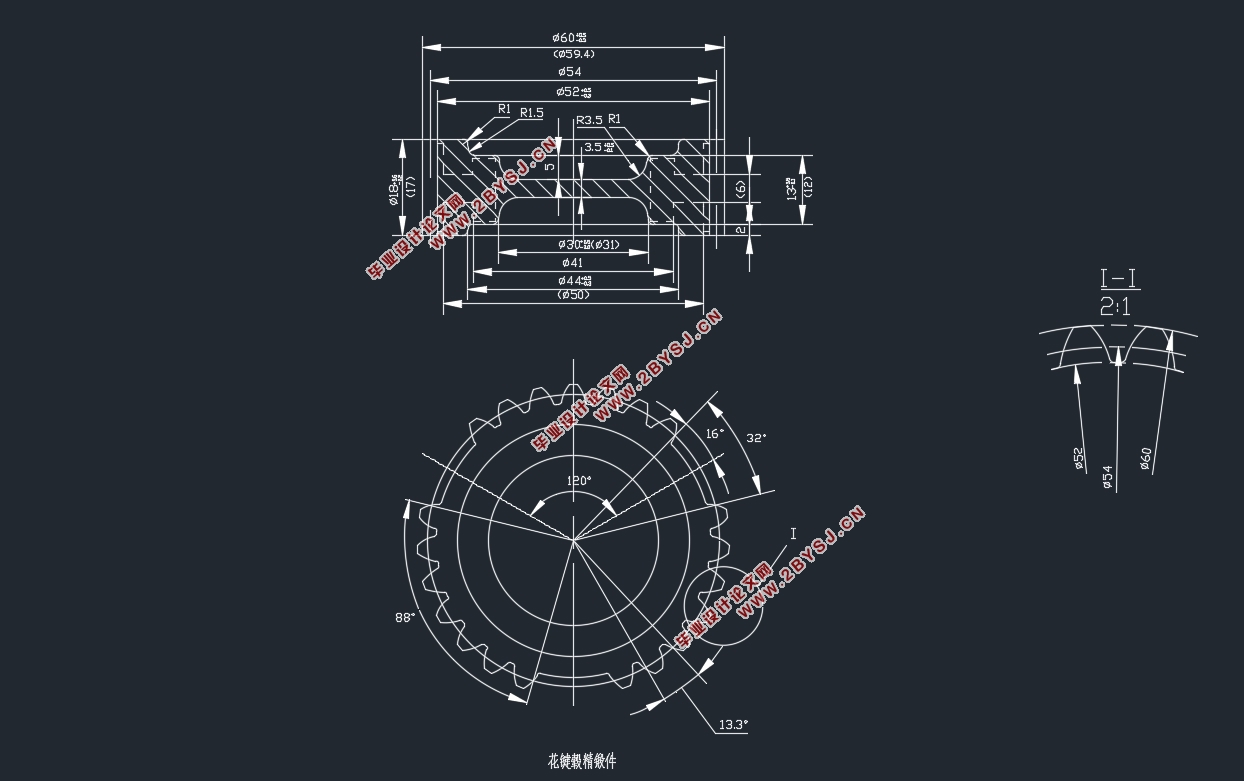
汽车变速器同步器花键毂为一重要变速器零件,花键毂是用花键轴连接的轮毂,花键轴是一种机械传动结构的零件,和平键、半圆键、斜键作用一样,都是传递机械扭矩的。花键轴的外表面有纵向的键槽,套在轴上的环形旋转件内表面也有对应的键槽,与轴进行装配后,可与轴保持同步旋转。在旋转的同时,有的零件还可以在轴上作轴向滑动,如变速箱的换档齿轮等。
花键毂外径约 60mm,材质为20CrMnTi,生产批量为 6.5 万件/年。花键毂零件既有内花键,又有外花键(如图1.2所示)。由于花键毂结构形状及材质所致,难以冷锻成形,温锻成形也比较困难,一般采用热锻成形。用精密热模锻工艺成形其锻件,可使花键毂锻件成形精度达到 IT12 级的要求。且具有节约金属和大大减少切削加工工时的优点,实现节能、节材、高效、环保的现代工业企业生存和发展的基本要求,提高了产品的质量和经济效益。
目录
第1章绪论 1
1.1 设计研究的目的和意义 1
1.2 设计研究的主要内容 2
1.3 精密模锻工艺简介 2
1.4 精密成形工艺的现状及其发展方向 4
第2章花键毂精密成形基本理论 7
2.1花键毂锻件加热软化行为 7
2.2 花键毂精锻成形特点 8
2.3 花键毂塑形成形力学计算 9
第3章锻件工艺性分析与工艺方案的确定 13
3.1 锻件公差和机械加工余量 13
3.2 锻件结构工艺分析与设计 14
3.3 工艺方案的确定 16
3.3.1花键毂零件的生产工艺过程 16
3.3.2 润滑剂的选用 16
3.3.3 锻后冷却及清理 17
3.4 锻压设备的选择 17
3.4.1花键毂精锻成形工艺对设备的基本要求 17
3.4.2 摩擦压力机简介及其锻造工艺特点 18
3.4.3 设备吨位的确定 18
第4章数值模拟分析 21
4.1 Deform刚塑性有限元软件简介 21
4.2 DEFORM操作流程 21
4.3 前处理设置 22
4.4 模拟结果分析 26
4.4.1 真实应力分析 26
4.4.2 温度场分析 29
4.4.3 金属流动分析 31
4.4.4 应变分析 33
4.4.5 浮动凹模结构与传统结构对比分析 33
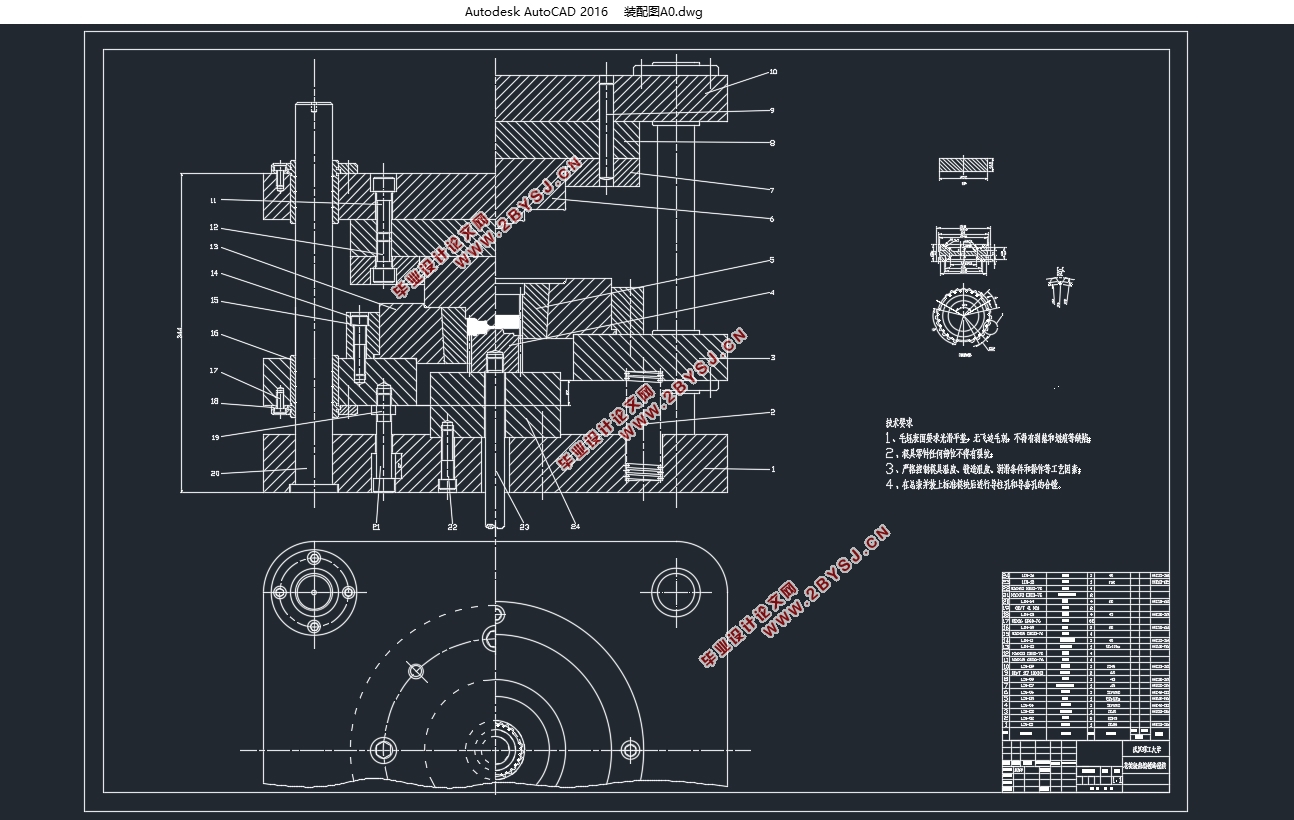
第5章热精锻模具设计 37
5.1 锻模设计和制造的注意要素 37
5.2 模膛尺寸设计 38
5.3 预应力组合凹模设计 40
5.4导向装置 43
5.5 顶出装置 44
5.6 浮动模设计 45
5.6.1浮动模的作用及工作过程 45
5.6.2 浮动模主要结构 48
第6章花键毂温精锻成形 51
6.1 概述 51
6.2 花键毂温精锻成形数值模拟 51
6.2.1 FEM模型的建立 51
6.2.2 DEFORM-3D初始条件设置 52
6.2.3结果分析 52
6.3 花键毂温精锻模具设计 57
第7章设计总结 59
参考文献 60
致谢 62