
填料箱盖工艺规程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
填料箱盖工艺规程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)(论文说明书6800字,CAD图纸6张,工艺卡,工序卡)
摘 要
在机械制造的机械加工,检验,装配,焊接和热处理等冷热工艺过程中,使用着大量的夹具,用以安装加工对象,使之占有正确的位置,以保证零件和工件的质量。
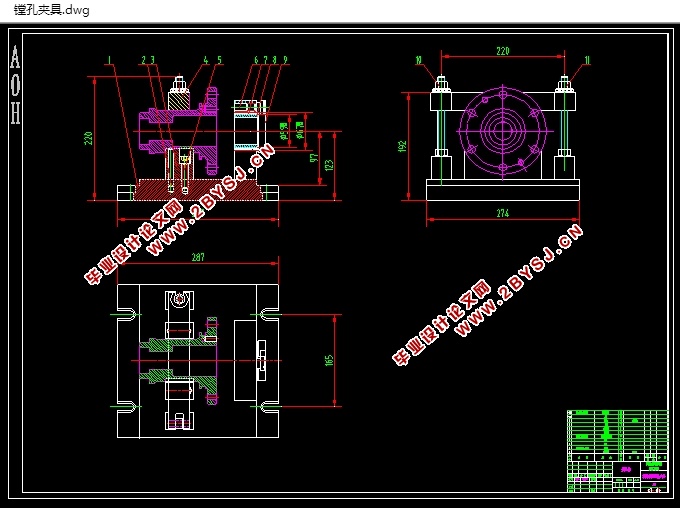
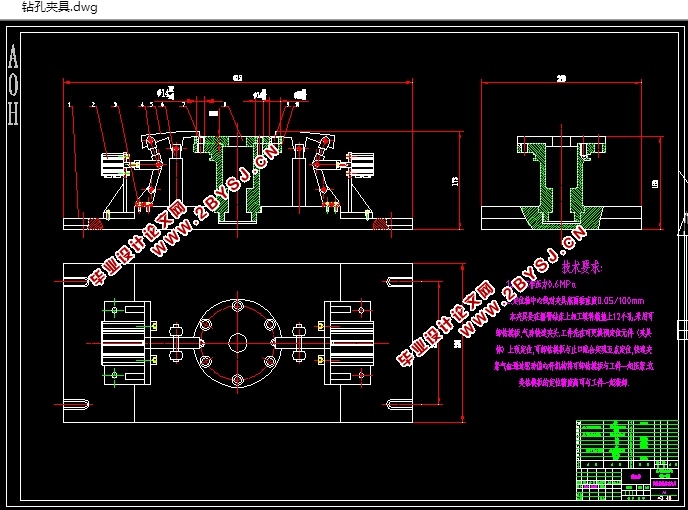
本次设计主要是进行填料箱盖零件的专用夹具的设计,是对我们以往所学知识的总结和对我们所掌握知识的一次扩展。本文主要从工艺规程的指定与夹具的设计两方面出发。根据零件本身的特点,生产类型以及零件在具体工作时的作用选择工艺规程和夹具。在工艺规程方面:确定生产类型,综合考虑其准确度高,生产效率高,消耗经济少等方面,选择一个最优方案;在夹具设计方面,因为是盖体类零件,加工孔∮13.5,选择钻床加工,考虑诸多因素拟订最优方案,最终完成本次设计。
关键词:工艺,工艺规程,夹具,填料箱盖
Abstract
While the machining, checkout, assemblage, jointing and heat treatment in manufacture, masses of clamps have been made use of to fix the manufacturing objects in order to guarantee the quality of accessories and work pieces.
In this engineering, the main aim is to engineer the special clamp of the cover part of the stuffing box, which can summarize the knowledge we have learned and extend the knowledge we have known. This article sets out from two parts: the setting down of the technical schedule and the engineering of the clamp. The technical schedule and the clamp are chose depended on the character of the part itself, the types of manufacturing and the function while working. While ascertaining the technical schedule, choose the optimal case after taking the high precision, the high productivity and the low cost in economy into consideration. While engineering the clamp, by the reason of the type of the part, machining the aperture in size ∮13.5, and choosing the drill press for machining, consider all the conditions above and draft the optimal project, and then finish the engineer.
Key words: The process, worker one, worker's step
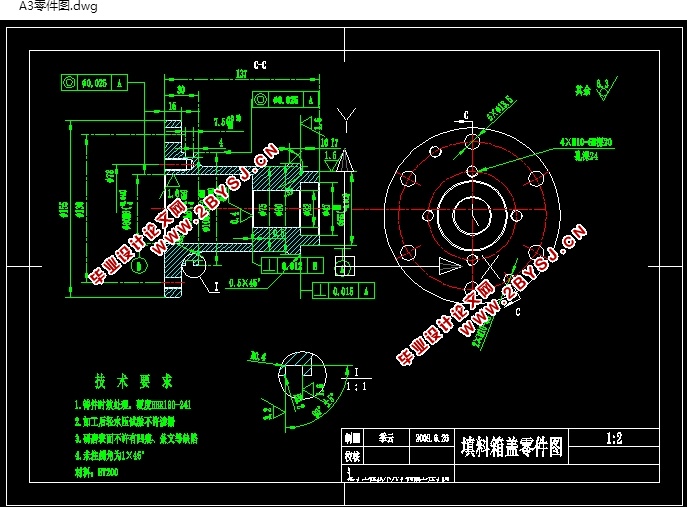
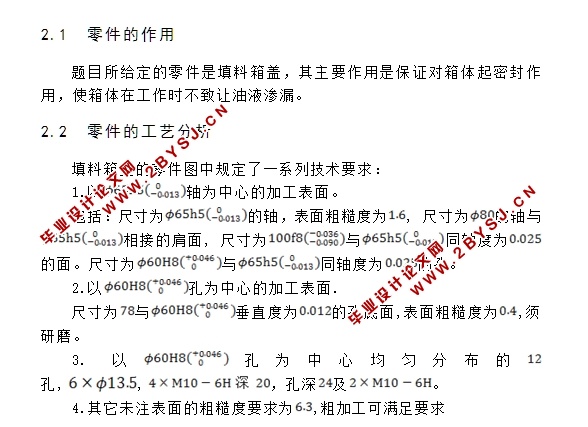
零件的作用
题目所给定的零件是填料箱盖,其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
目 录
摘 要 1
Abstract 1
第1章 绪论 5
1.1 课题的提出 5
1.2课题的主要内容 5
1.3课题的构思 6
第2章零件的分析 6
2.1 零件的作用 7
2.2 零件的工艺分析 8
第3章 机械加工工艺规程设计 8
3.1毛坯的制造形式 9
3.2基准面的选择 10
3.2.1粗基准的选择 11
3.2.2 精基准的选择 12
3.3 制订工艺路线 13
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定 13
3.5 确定切削用量 13
3.5.1 工序Ⅰ:车削端面、外圆 14
3.5.2 工序Ⅱ:粗车∮65,∮75,∮80外圆以及槽和倒角 14
3.5.3 工序Ⅲ 钻扩∮32孔(Z3025摇臂钻床) 15
3.5.4 工序Ⅳ 钻、攻6-∮13.5,4-M10,2-M10直孔、螺纹孔底孔 15
3.8.5工序Ⅴ:精车∮65的外圆及与∮80相接的端面 16
3.5.6工序Ⅵ:精、粗、细镗∮60孔 16
3.5.7 工序Ⅶ:铣∮60孔底面 17
3.5.8 工序Ⅷ磨∮60孔底面 17
3.5.9 工序Ⅸ:镗∮60孔底沟槽 18
3.5.10工序Ⅹ:研磨∮60孔底面 18
第4章指定工序的专用机床夹具设计 18
4.1 问题的指出 19
4.2 夹具设计 20
4.2.1 定位基准的选择 20
4.2.2 切削力及夹紧力的计算 21
4.3 定位误差的分析 22
4.4 夹具设计及操作的简要说明 23
第5章.方案综合评价与结论 23
第6章本次课程设计体会与展望 24
参考资料 24