
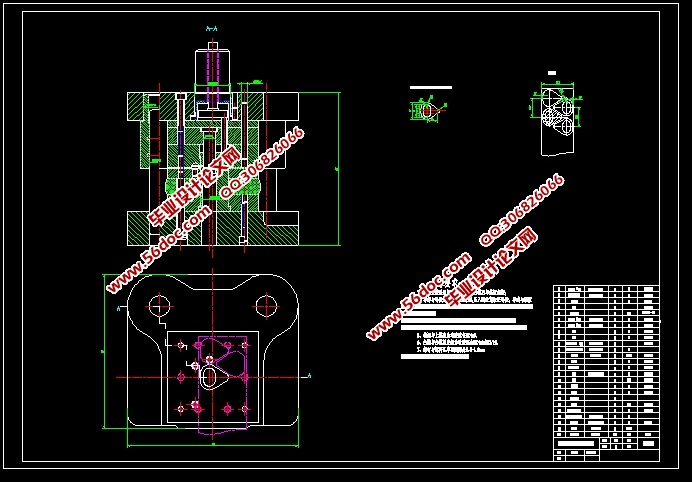
������������ѹģ�����(��CAD���ͼװ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
������������ѹģ�����(��CAD���ͼװ��ͼ)(����˵����11000��,CADͼֽ11��)
ժ Ҫ
������ҵ��������ϳ����ģ����ƣ���ѹģ����Ҫ�ǽ����Ϸ������ζ��õ��Ƽ��ļӹ���������Ϊģ�ߵ�������Ҫ�Ǵ�����������������ģ�߿��Ա�֤��ѹ��Ʒ�ijߴ羫�ȺͲ�Ʒ������ģ�ߵ������������Ҫ���ǵ�ģ��������ܷ����㹤���Ĺ�������ƣ��ܷ�ӹ����ϸ��������Լ�������ά�ʹ���Ƿ�����ȡ��ڱ�������У�����Ҫ����Ҫʹ��������������㹤��Ҫ��Ҫ��֤����ʹ��������
�ؼ��ʣ���������������ѹģ�����
2 ��ѹ���շ��������շ������ƶ�
2.1 ���շ���
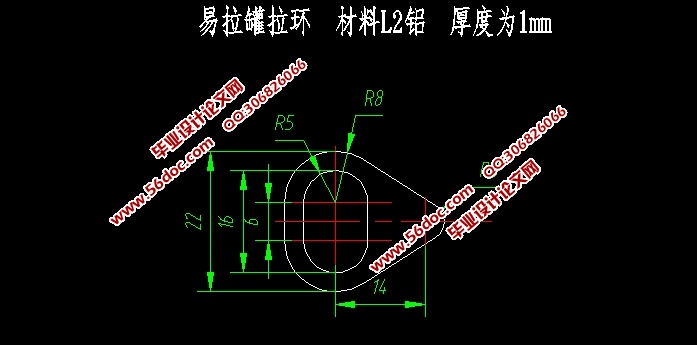
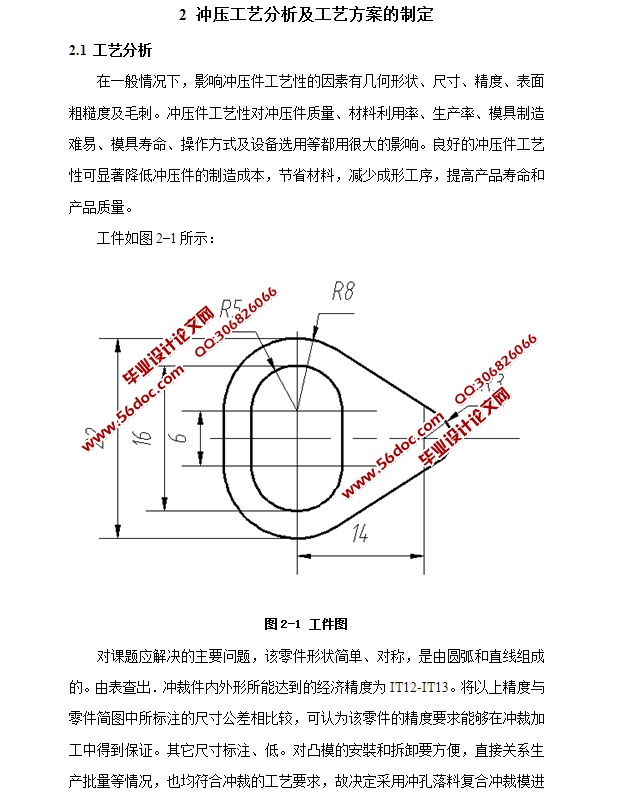
��һ������£�Ӱ���ѹ�������Ե������м�����״���ߴ硢���ȡ�����ֲڶȼ�ë�̡���ѹ�������ԶԳ�ѹ�����������������ʡ������ʡ�ģ���������ס�ģ��������������ʽ���豸ѡ�õȶ��úܴ��Ӱ�졣���õij�ѹ�������Կ��������ͳ�ѹ��������ɱ�����ʡ���ϣ����ٳ��ι�����߲�Ʒ�����Ͳ�Ʒ������
�Կ���Ӧ�������Ҫ���⣬�������״���Գƣ�����Բ����ֱ����ɵġ��ɱ��������ü����������ܴﵽ�ľ��þ���ΪIT12-IT13�������Ͼ����������ͼ������ע�ijߴ繫����Ƚϣ�����Ϊ������ľ���Ҫ���ܹ��ڳ�üӹ��еõ���֤�������ߴ��ע���͡���ģ�İ��b�Ͳ�жҪ���㣬ֱ�ӹ�ϵ���������������Ҳ�����ϳ�õĹ���Ҫ�ʾ������ó�����ϸ��ϳ��ģ���мӹ������ڴ���������,�ڱ�֤�����������,���Բ��ó��,�Գ�õ�,��ģҪ���Ҫ���,�ر���ģ,Ҫ�����ȴ���,��̼,���ӻػ�������ǿ�Ⱥ���ĥ��,��ģĥ��������ʱ��Ҫ��ʱ���Q������֤��������Ҫ��.���ڳ�ѹ�����в�Ʒ�Ŀ��ѡ���������⣬��������֪ʶ���������ģ�߲����ڱ�֤����������£��������ܵ͵IJ�������Լ�ɱ���ģ���Զ����̶ȸߣ��������㣬�Ͷ�ǿ�ȵ�ģ�ĸ�����
2.2 ���շ������ƶ�
ͨ���Ըù����ij�ѹ�����Խ��з��������ǵ��Ƽ����������Ͳ�Ʒ������������Ч�ʡ�ģ���������������ļ��������㰲ȫ�����أ��ɳ�ѹ�Ƽ������״���������Ƽ������ϡ����������������ȷ���˵�Ƭ�������п��Բ�������ļ�������
����һ��������ģ ����ģ
���������ȳ��ģ ������ģ
���������������ϳ����ģ
����һ���ʺ�С������������ѹ���Ƚϵͣ���ѹ�����ʵͣ�ѹ����һ���г���ֻ�����һ������
���������Ƽ��ͷ����ų��ϸ��ӣ�ֻ���ڵ�����ʵ�ֲ��ֻ�е������
����������õĿ������ε�λ�þ��Ƚϸ�,������ƽ��������У�ε����ã�ģ�����츴�ӣ������ô����������������ϱȽ϶��������ڱ�֤��ü�����������£�Ӧ�����ܽ��ͳɱ�����߾���Ч�棬���˲������㡢��ȫ������¿��ǣ�ѡ��ģ�ȽϺ��ʡ�
���ۣ�����ȫ��������ۺϿ��ǣ����������������Ч�漰�����Լ��������������Ϊ���ַ����з�����Ϊ��ѵķ��������������ϳ����ģ��ɴ��Ƽ��ij�Ʒ��

Ŀ ¼
1 ���� 1
2 ��ѹ���շ��������շ������ƶ� 2
2.1 ���շ��� 2
2.2 ���շ������ƶ� 3
3 ������������ 4
3.1 ����������ԭ�� 4
3.2 ȷ�����ֵ 4
3.3 ����ͼ��ƺ������ʼ��� 4
4 ��������� 7
4.1 ��ѹ���ļ��� 7
4.2 ѹ������ѡ�� 9
5 ��ģ����� 12
5.1 �ߴ����ԭ�� 12
5.2 ����ģ�пڳߴ���� 12
5.3 ��ģ��� 15
5.3.1 ��ģ���ε�ȷ�� 15
5.3.2 ��ģ�пڽṹ��ʽ��ѡ�� 16
5.3.3 ��ģ��������ϵ�ȷ�� 16
5.4 ģ����� 17
5.4.1 ģ�ṹ��ȷ�� 17
5.4.2 ģ���ϵ�ȷ�� 17
5.4.3 ģ���ȵ�ȷ�� 17
5.5 ��ģ��� 18
5.5.1 ��ģ���γߴ��ȷ�� 18
5.5.2 ��ģ�ں��ȷ�� 18
5.5.3 ��ģ�������͵�ѡȡ 19
6 ģ����Ҫ�ṹ�㲿����� 20
6.1 ģ����ѡ�ü�������ѡȡ 20
6.2 ģ�������ṹ�������� 20
7 ģ����װ�䡢���Ժͼ�� 23
7.1 ģ����װ�� 23
7.2 ���ģ���ĵ��� 23
7.3 ģ���ļ�� 24
8 ����ģ����װͼ 26
�ܽ� 27
��л 28
����� 29