
C6140主轴箱体加工工艺及夹具设计
无需注册登录,支付后按照提示操作即可获取该资料.
C6140主轴箱体加工工艺及夹具设计(选题审题表,任务书,中期检查表,论文说明书12300字,工序卡,工艺卡,CAD图纸5张)
摘要: 本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。通过对60140 主轴箱体零件图的分析及结构形式的了解,从而对主轴箱体进行工艺分析、工艺说明及加工过程的技术要求和精度分析。然后再对主轴箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。
关键词: 主轴箱 加工工艺 定位 夹具设计
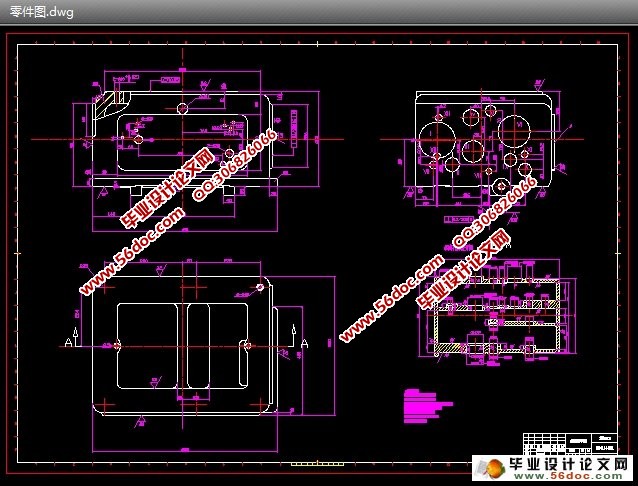
零件的分析
2.1.1零件的作用
题目给出的零件是C6140主轴箱体,它的主要的作用是用来支承、固定的。它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中的主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值也将大打折扣。
2.1.2零件的工艺分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,减震性能良好。传动箱体需要加工表面以及加工表面的位置要求。现分析如下:
(1)主要加工面:
1)铣上下平面保证尺寸100mm,平行度误差为0.03
2)铣侧面保证尺寸62与20与下平面的平行度误差为0.02
3)镗上、下面平面各孔至所要求尺寸,并保证各位误差要求
4)钻侧面4—M6螺纹孔
5)钻孔攻丝底平面各孔
(2)主要基准面:
1)以下平面为基准的加工表面
这一组加工表面包括:传动箱上表面各孔、传动箱上表面
2)以下平面为基准的加工表面
这一组加工表面包括:主要是下平面各孔及螺纹孔

目录
1 1.1摘要 1
1.2 前言 2
2 箱体加工工艺规程设计 5
2.1零件的分析 5
2.1.1零件的作用 5
2.1.2零件的工艺分析 5
2.2箱体加工的主要问题和工艺过程设计所应采取的相应措施5
2.2.1确定毛坯的制造形式 6
2.2.2基面的选择 6
2.2.3确定工艺路线 6
2.2.4机械加工余量、工序尺寸及毛坯尺寸的确定 7
2.2.5确定切削用量 8
2.3小结 19
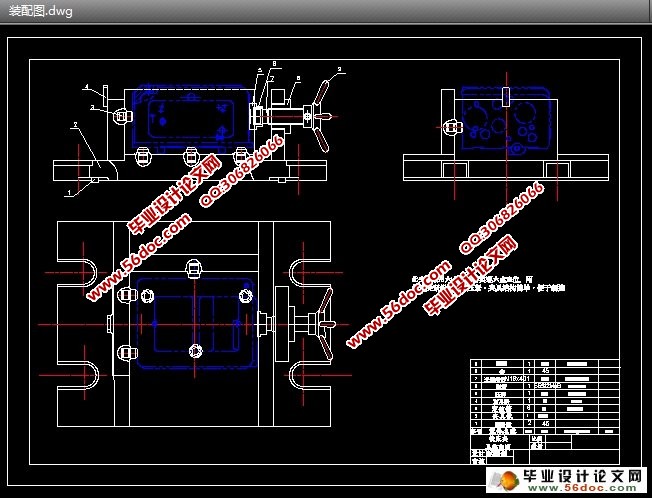
3 专用夹具设计 20
3.1加工左端平面镗孔夹具设计 20
3.1.1定位基准的选择 21
3.1.2切削力的计算与夹紧力分析 21
3.1.3夹紧元件及动力装置确定 24
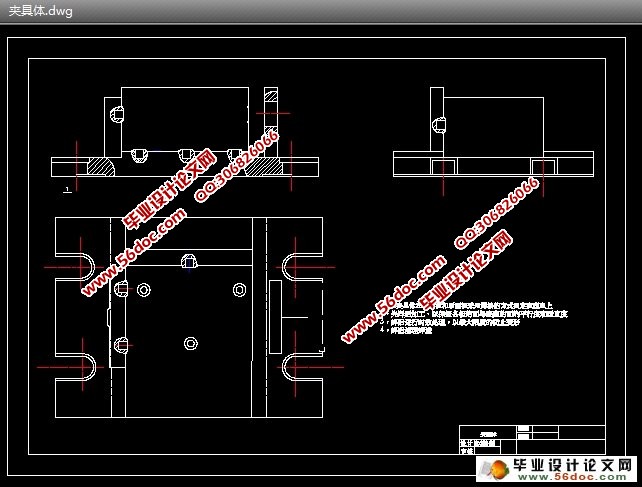
3.1.4镗套、镗套、镗模板及夹具体设计 24
3.1.5夹具精度分析 24
3.1.6夹具设计及操作的简要说明 24
3.2小结 25
4 心得 26
参考文献 27
致谢 28