
钻床用杠杆钻φ10孔专用夹具设计
无需注册登录,支付后按照提示操作即可获取该资料.
钻床用杠杆钻φ10孔专用夹具设计(论文说明书12700字,CAD图纸4张)
摘 要
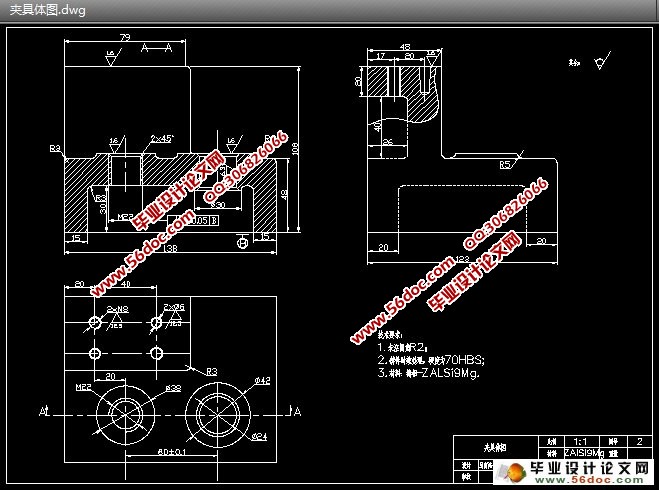
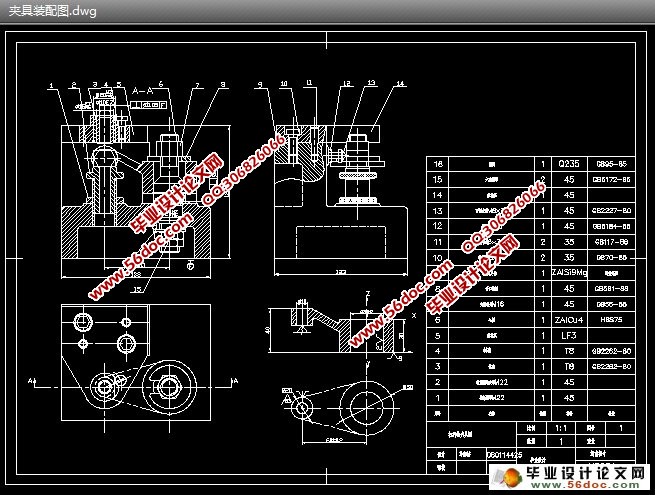
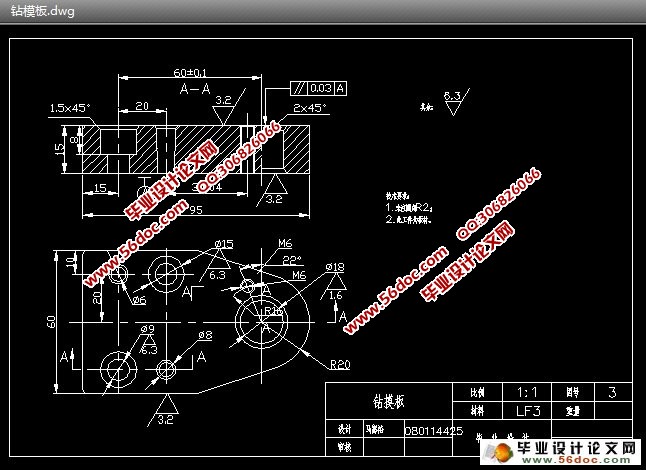
该设计是钻床用的杠杆钻Φ10孔的钻床夹具。已知杠杆的工序图和原始资料,拟定夹具的结构方案,包括定位夹紧方案、导向方案、确定夹紧机构、验算夹紧力、夹具体的设计方案、草绘夹具装配总图、制定夹具技术条件;以上完成后进行夹具精度分析与计算,根据工序图给出的技术要求,计算夹具的精度是否合理,经过计算得知,此夹具能够满足给定的技术要求;最后编写夹具零件的加工工艺过程,此夹具有两个零件(夹具体和钻模板)需要编制,零件的加工工艺过程包括定位基准的选择,制定加工工艺路线,选择加工设备及刀夹量具,绘制各零件的零件图。
关键词:定位 导向 夹紧 夹具体
ABSTRACT
This design is the lever Φ with drilling 10 hole drilling drill fixture. Known leverage the plans and processes raw data, the structure of the programme drawn up fixture, including the positioning clamp programmes, orientation programmes, identified clamping agencies, checking clamping force, the design of specific folder, the grass painted fixture assembly plans to develop Fixture Technology; fixture after the completion of the above analysis and accuracy, according to plans given process the technical requirements, the calculation of the fixture accuracy is reasonable, calculated that this fixture to be able to meet the technical requirements for the preparation of the final fixture parts processing Process, this folder has two parts (specific folder and drilling template) the need to prepare, parts of the processing process, including the choice of location base, develop processing line, choice of processing equipment and a knife folder Measuring Tool and draw all parts of the parts plans.
Key Words:
Location Orientation Clamping Specific folder
1.1明确设计任务
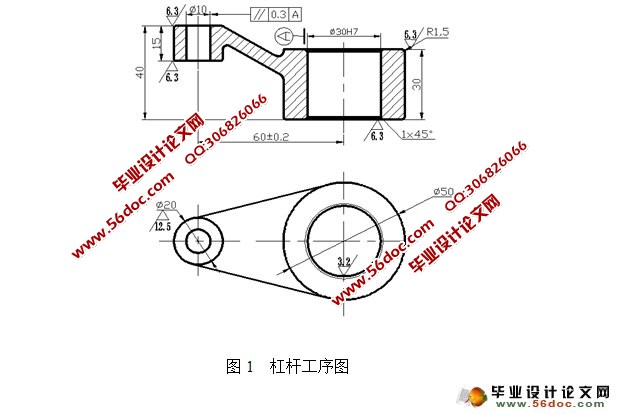
由夹具设计任务书中钻Φ10孔的工序图(见图1)可知,本工序加工要求如下:该孔直径Φ10与Φ30H7孔的平行度0.3mm,Φ10孔与Φ30H7孔的孔间距为60±0.2。
该工序在立式钻床上用直柄麻花钻加工,零件属中批生产。
1.2收集原始资料
零件的主要加工工艺过程:
序号 工 序 内 容 使用设备
1 铣Φ30H7孔的两端面 X51立式铣床
2 粗精车Φ30H7孔 C6136车床
3 铣Φ10孔两端面 X62W铣床
4 钻Φ10孔 Z3025立式钻床
目 录
摘 要 I
前言 II
绪论 1
(一)机床夹具在机械加工中的作用 1
(二)机床夹具的分类和组成 3
(三)机床夹具在工艺系统中的地位 5
(四)现代机床夹具的发展方向 6
第一章、明确设计任务,收集、研究设计的原始资料 9
1.1明确设计任务 9
1.2收集原始资料 9
第二章、确定夹具结构方案,绘制夹具结构草图 11
2.1定位-夹紧方案设计 11
2.2导向方案设计 12
2.3确定夹紧机构并验算夹紧力 12
2.4确定定位装置的结构、主要尺寸并计算定位误差 14
2.5夹具体的设计 16
2.6草绘夹具装配总图 16
2.7制定夹具技术条件 17
第三章、夹具精度分析与计算 18
第四章、夹具零件的加工工艺过程及其绘制 20
4.1夹具体的加工工艺过程及其绘制 20
4.2钻模板的加工工艺过程及绘制 22
4.3心轴的加工工艺过程及绘制 25
总结 28
致谢 29
参考文献 30