
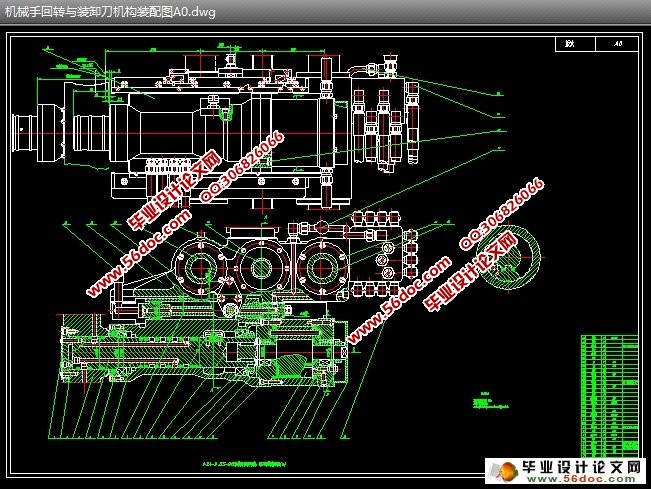
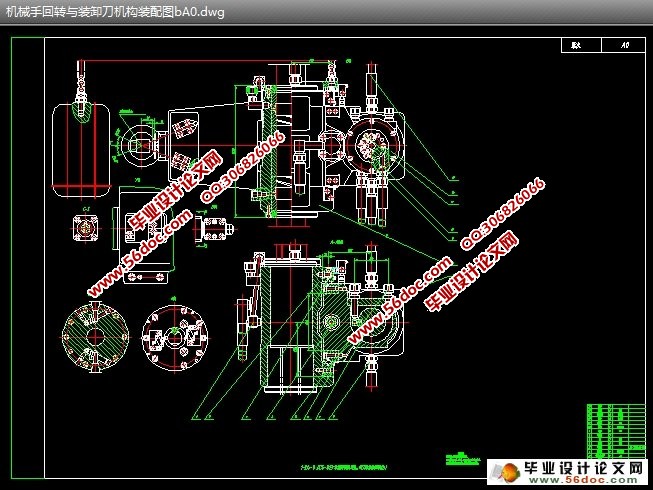
数控卧式镗铣床刀库机械手回转与装卸刀机构设计
无需注册登录,支付后按照提示操作即可获取该资料.
数控卧式镗铣床刀库机械手回转与装卸刀机构设计(开题报告,中期报告,外文翻译,论文说明书16700字,CAD图7张)
摘要
数控卧式镗铣床是一种具有自动换刀装置和任意分度数控转台的数字控制机床,工件在一次装夹后能自动完成几个侧面的多种工序的加工。数控卧式镗铣床刀库机械手回转与装卸刀机构用于主轴和刀库间的装刀与卸刀操作。良好的结构设计能够实现刀库与机床主轴之间刀具的快速装卸,提高机床的工作效率。镗铣床主要是刀具在工件上加工已有预制孔的机床。通常,刀具旋转为主运动,刀具或工件的移动为进给运动。它主要是用来加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。自动换刀装置是数控加工中心在工件的一次装夹中实现多道工序加工不可缺少的装置,主要由刀库、机械手和驱动装置几部分组成。
关键字:卧式镗铣床;自动换刀装置;回转机构;装卸刀装置
CNC horizontal boring and milling machine tool storage manipulator rotary knife with loading and discharging mechanism design
Abstract
CNC horizontal boring and milling machine is a kind of digital control machine tools, automatic tool changer and arbitrary indexing NC rotary table machining of the workpiece in a fixture can automatically complete the side of a variety of processes. CNC horizontal boring and milling machine magazine robotic swing and handling knife institutions for the loading the knife and unloading knife operation between the spindle and magazine. The good structure designed to achieve rapid loading and unloading of the tool between the magazine and the machine tool spindle to improve the efficiency of the machine. Boring and milling machine is a machine tool on the workpiece processing has been pre-hole. Typically, the rotation of the tool main movement, the movement of the tool or workpiece feed movement. It is mainly used to process high-precision holes or location to complete the finishing of a plurality of apertures, in addition to in the hole finishing machining surface processing. The automatic tool changer CNC machining centers in the workpiece clamping device, multi-channel processes indispensable mainly by the magazine, robots and drives several parts.
Keywords:horizontal boring and milling machine; automatic tool changer;rotating mechanism; loading and unloading knife device
主要技术参数
a. 刀库容量:4-6
b. 选刀方式:顺序选刀
c. 重复精度: 5"
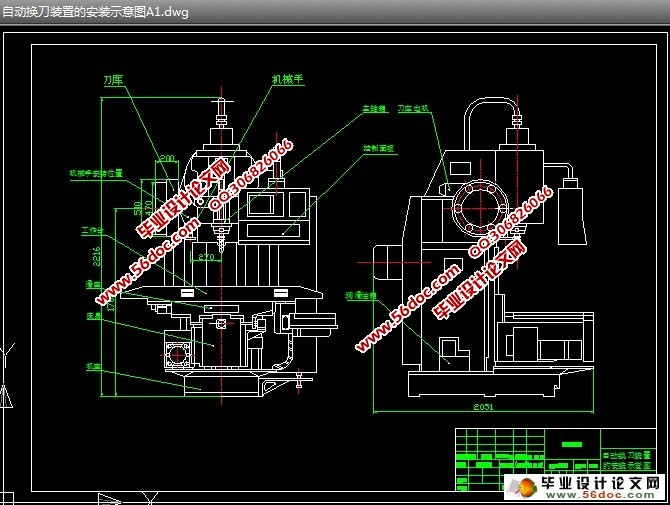
数控卧式镗铣床主要由床身、升降台、工作台、立铣头、镗头、主传动、主变速、拉刀机构、液压系统、自动润滑系统、冷却系统、吊挂、电柜等部分组成。机床本身并不带自动换刀装置。自动换刀装置作为一套独立的、完整的机床部件,设计依据是该机床的型式、工艺范围及刀具的种类和数量等。
自动换刀装置的设计参数
在铣削轮廓时,为了保证一次连续地加工出全部表面,应选用半径小于工件最小轮廓半径的刀具,而在实际的生产加工中,常尽量选用直径较大的铣刀,因为大直径铣刀刚性好,耐用度高。由数控卧式镗铣床推荐使用的最大切削范围可知,当铣切钢时,铣刀直径为10 mm。当铣灰铸铁时,铣刀直径达25mm。因此,为了满足该机床的实际加工能力与生产情况,在设计其自动换刀装置时,应该根据最大的刀具直径来设计,即设计的换刀装置能交换25mm的刀具。
初估最大直径刀具的重量为8kg。
目 录
1 绪论 1
1.1题目背景和意义 1
1.2数控镗铣床概述和结构组成 1
1.2.1数控镗铣床的结构组成 2
1.3国内外研究情况 2
1.4本课题研究的主要内容 3
1.4.1本课题研究的主要内容 3
1.4.2 研究方案 3
1.4.3 研究方法 3
2 总体方案的确定………….7
2.1 主要技术参数 6
2.2 自动换刀装置的设计参数 6
2.3 确定数控卧式镗铣床自动换刀装置的形式 6
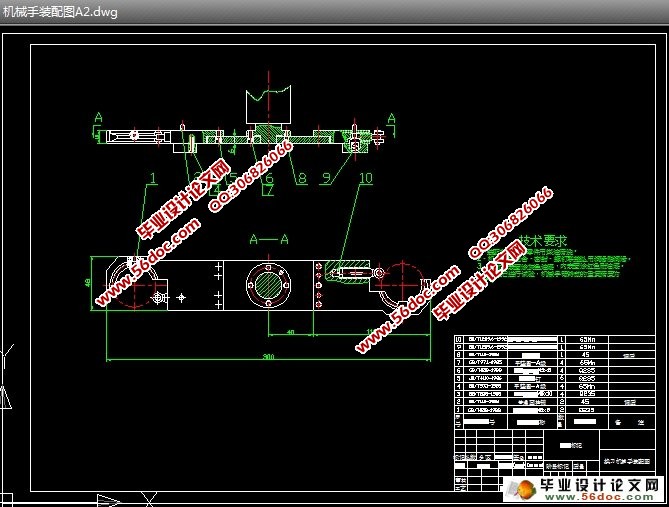
3 机械手 8
3.1机械手的组成 8
3.1.1执行机构 8
3.1.2驱动机构 8
3.1.3 控制系统 9
3.1.4课题工作要求 9
3.2机械手手部的结构的设计 10
3.2.2夹紧力及驱动力的计算 12
3.2.3 机械手手抓夹持精度的分析计算 13
3.2.4 弹簧的设计计算 13
3.3机械手腕部结构的设计 15
3.3.1腕部的结构以及选择 15
3.3.2腕部的设计计算 15
3.3.3液压缸盖螺钉的计算 17
3.4 臂部 18
3.4.1 臂部结构形式 19
3.4.2 臂部运动的导向装置 19
3.5机械手机身的设计计算 21
3.5.1机身的整体设计 21
3.5.2 机身回转机构的设计计算 22
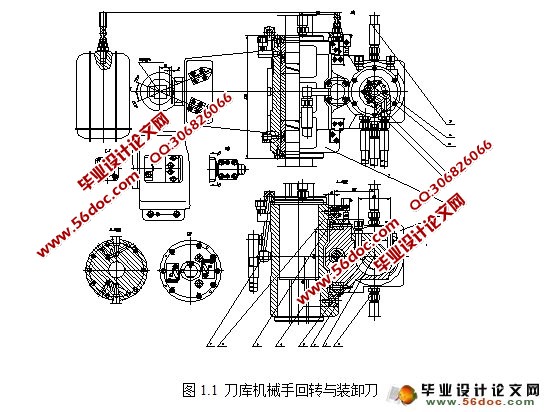
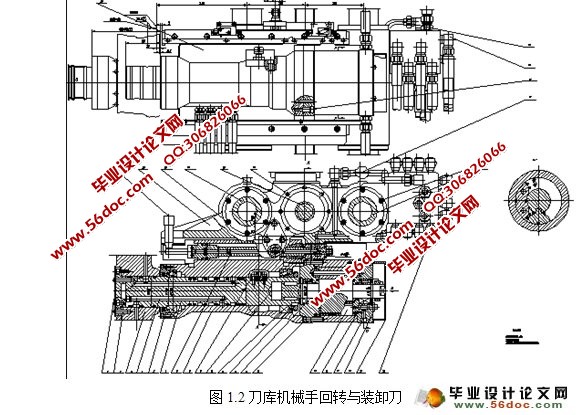
3.6自动换刀机械手的滑座伸缩和手架回转运动机构 24
4 刀具交换装置的设计 26
4.1 换刀机械手抓刀部分结构 26
4.2 机械手传动结构 27
4.3 自动换刀过程的动作顺序 28
4.4 自动换刀装置的相关技术要求 29
4.4.1 主轴准停装置 29
4.4.2 换刀机械手的安装与调试 29
5 自动换刀装置的控制原理 30
5.1刀库的控制 30
5.2机械手的控制 30
结 论 31
致 谢 32
参考文献 33