
电位器盖冲压拉伸模具设计(含CAD零件装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
电位器盖冲压拉伸模具设计(含CAD零件装配图)(任务书,论文说明书12000字,CAD图纸8张)
摘 要
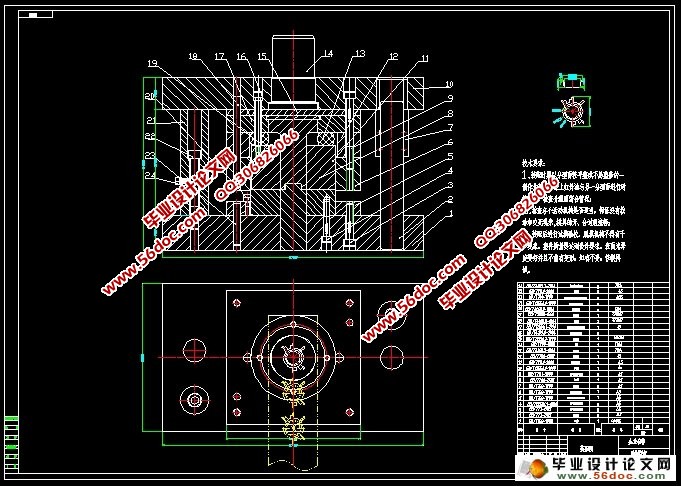
首先对冲压件进行分析,分析该零件的尺寸精度得出用一般精度的模具即可满足零件精度的要求,再根据零件的形状、尺寸标注及生产批量等情况,选择拉伸冲压拉伸的方案。在本次设计冲压拉伸拉伸复合模中,仅要考虑使做出的零件能满足使用要求,还要保证模具的使用寿命。该冲裁模具还详细地叙述了模具成型零件包括上模架、凹模、凸模、凸模固定板、凸凹模固定板、上模架、下模架、卸料板、模柄等的设计,重要零件的工艺参数的选择与计算,推出机构以及其它结构的设计过程,其中里面也包括了:工艺分析,工艺方案的确定,计算毛坯尺寸,画排样图,计算冲压力,压力机的选择,计算压力中心,凸凹模拉伸尺寸的计算,校核冲裁模工作部分,工艺计算冲裁件的毛坯尺寸计算,凸模与凹模的圆角半径,冲裁模中的凸凹模间隙凸、凹模工作尺寸,冲压设备的选择,模具的总体结构,主要零部件的设计及选择,模具制造装配要点等。
关键词:复合模;模具设计;冲压拉伸;拉伸;排样
Abstract
First wash to press a size accuracy for proceeds analysis, analyzing that spare parts to get to use the general accuracy to then satisfy the request of the spare parts accuracy, again from the spare parts's shape, size the mark note and produced the batch quantity etc. The circumstance to see, choose to hurtle the bore the project. Hurtle the compound mold inside of of bore in this design, not only want the consideration to make do to can satisfy the usage request, and still want the service life of the assurance molding tool. Should wash to cut the molding tool to return to in detail described the molding tool the type spare parts include the choice for craft for design for, cave template, convex template, convex mold fixing the plank, convex and cave mold fixing plank, ascending mold, next mold, unloading the plank, mold the handle waiting, important spare parts counting and calculation of last mold, and release the organization and design of construction other the process, and among them and inside also included: The craft analyzes, and the craft project really settle, calculation semi- finished product the size, painting row kind the diagram, calculation to wash the pressure, pressure machine of choice, calculation pressure center, design for total construction for choice for convex and cave mold cleft for circle Cape for calculation for semi- finished product size for calculation for size, craft the calculation washing cutting first piece calculation, wash the pressuring, convex mold and cave mold radius, washing cutting the mold the inside convexly, work size of cave mold, washing pressing the equipments, molding tool, main zero parts and choice of convex and cave mold blade,the molding tool manufacturing assemble the important point etc.
Key Words:Compound mold;Mold design;Punching;Blanking;Nesting
零件结构工艺分析
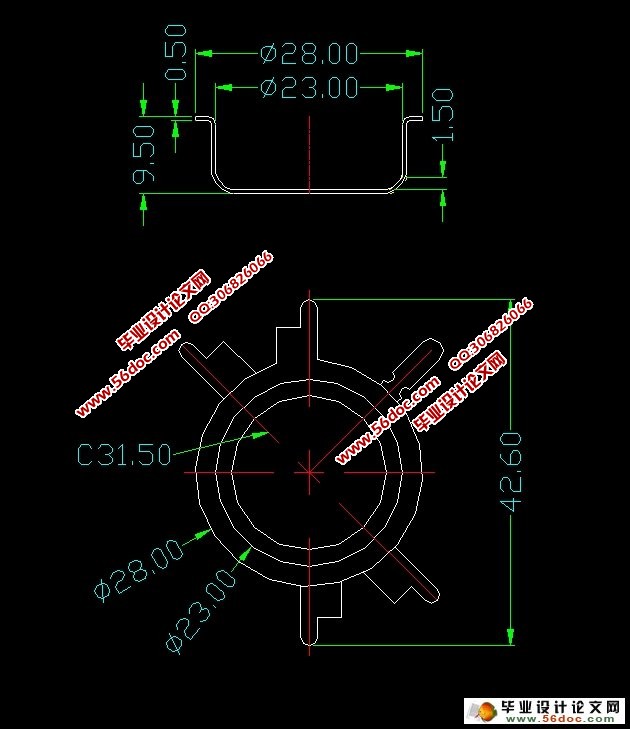
该零件形状简单、对称,材料为牌号10,t=0.7mm的碳素结构钢,具有良好的冲压性能,适合冲裁,由表2-1和表2-2查出,外形与内冲压拉伸尺寸公差为IT11,冲压拉伸中心与边缘距离尺寸≤50mm,公差为±0.5mm。查表2-3和表2-4,冲裁件最小圆角半径为R0.25mm,冲压拉伸最小尺寸为0.35mm,通过上述精度水平与零件图中所标注的尺寸公差相比,该零件的精度要求能够在普通冲裁加工中得到保证。另外尺寸标注、生产批量等情况,均符合冲裁的工艺要求。由于此工件既有冲压拉伸,又有拉伸两个工序,所以可以采用冲压拉伸拉伸复合冲裁模进行加工,而且一次冲压成形。
目 录
目 录 4
前言 1
第一章 绪论 2
1.1 概述 2
1.2 冲压技术的进步 2
1.3 模具的发展与现状 3
1.4 模具CAD/CAE/CAM技术 4
1.5 课题的主要特点及意义 5
第二章 冲压工艺分析与计算 6
2.1 冲裁件及其技术要求 6
2.2 零件结构工艺分析 7
2.3 冲裁件的排样 9
2.3.1排样方法的确定 9
2.3.2搭边值的确定 9
2.3.3排样方案的选择 10
2.3.4确定条料步距和宽度 11
2.3.5计算条料利用率 12
2.3.6画出排样图 12
第三章 模具方案设计与计算 14
3.1模具方案设计 14
3.2 模具拉伸尺寸计算 14
3.2.1冲压拉伸0.5MM 14
3.2.2外轮廓的拉伸 16
3.2.3其它尺寸的计算 17
3.3冲压力计算 19
3.3.1冲压拉伸切口力F1 19
3.3.2拉伸力F2 19
3.3.3卸料力FX 19
3.3.4推件力FT 20
3.3.5总压力FZ 20
3.4初选冲压设备 22
3.5确定模具的压力中心 22
3.6凸模结构设计 24
3.6.1冲压拉伸凸模设计 24
3.6.2冲头设计 24
3.7凹模结构设计 26
3.8凸凹模结构设计 27
第四章 模具的结构与原理 29
4.1模具各零件名称及材料 29
4.2模具结构介绍 29
4.3总装图 29
第五章 模具的装配 31
5.1冷冲模装配的技术要求 31
5.2 冲模装配的工艺要点 33
5.3 冲模装配顺序的确定 34
5.3.1组件装配 34
5.3.2下模装配 34
5.3.3上模装配 34
5.3.4其他零部件组装 35
5.4 冲模的调试 36
第七章 结论 37
参考文献 38
致谢 39