
XA5032普通立式升降台铣床经济型的数控改造
无需注册登录,支付后按照提示操作即可获取该资料.
XA5032普通立式升降台铣床经济型的数控改造(20000字附外文翻译)
摘要
20世纪中叶数控技术和数控机床的诞生标志着生产和控制领域的一个崭新时代的到来。
科学技术和社会生产力的迅速发展,对机械产品的质量和生产率提出了越来越高的要求。机械加工工艺过程的自动化成为实现上述要求的最重要的措施之一。它不仅能够提高产品的质量、提高生产率、降低生产成本,还能够极大地改善生产者的劳动条件。
数控机床的工作过程是将加工零件的几何信息和工艺信息进行数字化处理,即对所有的操作步骤和刀具与工件之间的相对位移,以及进给速度等都用数字化的代码表示。
而经济型的数控改造则对数控机床有了更新的要求。即在不改变原来功能的前提条件下,还要特别讲究经济性、可靠性、性能优越等。所以,在改造的同时,尽量不要改变原来的结构。
关键词:生产率 经济型 可靠性
Abstract
Naissance that 20 century middle period few technique is with the few machine the bed scribe to produce with control coming of a brand-new ages of realm.
The science technique bring upped with rate of production to the quantity of the machine product with the quick development of the social productivity more and more high request.The automation that machine process the craft process one of the most important measure of becoming to realizes the above requests.It can not only increase the product quantity,increase the rate of production ,lower the production cost ,and can be still biggest ameliorative production of labor term.
Work process that few machine the bed will process the spare parts several why the information proceedswith the craft informations the arithmetic figure handle,then operation allly the step have with knife with of the work piece the code for of opposite moving,and entering giving the speed waiting all using the arithmetic figure mean.But few of the economic types then reform the logarithms achine bed contain new request.
Namely still want the superior etc.of particular about and economic,dependable,function under not changes originally the function’s prior condition.Therefore,at reform at the same time ,and as far as possible don’t change original construction.
Key words: Rate of production Economic type Dependable
数控加工工艺设计
与普通加工相比,数控加工的工艺过程设计并不是从毛坯到成品的整个工艺过程,而是仅有几道数控加工工序工艺过程的具体描述。许多在通用机床加工时由工人自行决定的工艺问题,在工艺设计时必须认真考虑,并将正确的选择编入程序中。这就要求编程人员要有多方面的知识基础,不仅仅是懂得计算机编程或了解某种软件的使用与操作。合格的编程员首先应是一个很好的数控加工工艺人员,应对所编程的数控机床的性能、特点、切削范围、标准刀具系统有全面的了解。一般来说,数控加工主要包括以下几个方面的内容:
(1)选择并确定进行数控加工的零件及内容;
(2)对零件图纸进行数控加工的工艺分析;
(3)数控加工的工艺设计;
(4)对零件图形的数学处理;
(5)编写加工程序单;
(6)按程序单制作控制介质;
(7)程序的校验与修改;
(8)首件试加工与现场处理;
(9)数控加工工艺技术文件的定型与归档。
设计任务
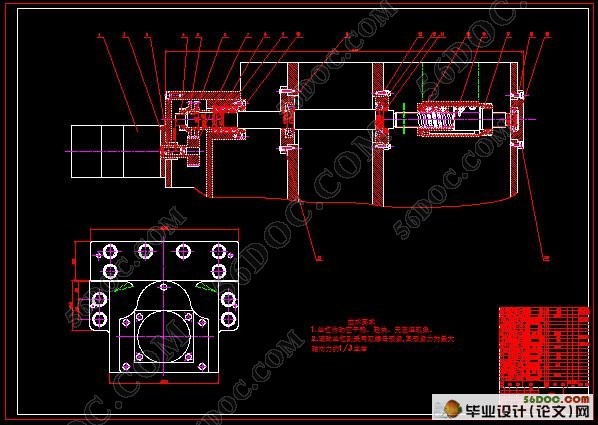
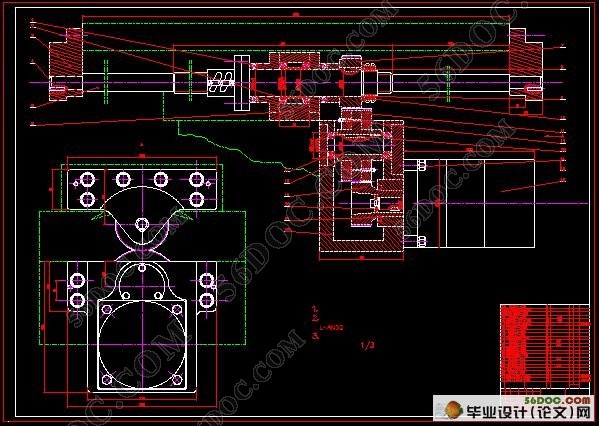
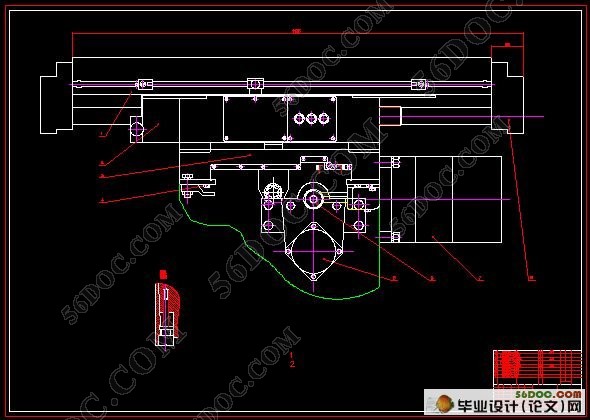
将一台XA5032普通立式升降台铣床,由于长期使用严重磨损,故障频繁,既费时又费力,急需改造。用微电子技术改造机械设备是当前世界新技术发展的潮流,是提高产品质量,生产效率和经济效益的重要手段。改造成三坐标数控铣床。改造后的数控铣床主要用于加工不同品种的制动凸轮轴,轴最长为650mm,该制动轮轴所需加工的轮廓外形含有直线、圆弧和渐开线;要求的轮廓公差为0.1mm,对称度公差为0.1mm,表面粗糙度为 =1.6;工件材料为40Cr锻件,调质;设计生产节拍为7件/每分钟。
总体设计方案的确定
动力的选定
经济型数控机床的改造,为了保证改造后的性能不低于原铣床,选X、Z坐标快进速度不低于2.4m/min,水平拖动力按15KN计算。则要求的功率为 P=FV=15×2.4/60=0.6W,如果采用步进电机作为伺服驱动元件,步进电机达不到功率要求。例如,200BF001反应式步进电机,最大静转距16.8N.m最高运行频率为11000step/s,步距角为1/6度,若取最高频率下的工作扭距为静扭距的1/4,则高速下的功率为
因此,如果选用步进电机,必须相应的降低机床的某些性能,主要是快速性,另一方面由于步进电机在低速工作时有明显的冲动,易自激震荡,而且激震频率很可能落如洗削加工所用的进给速度范围内,这对加工极为不利,造成工件超差。此外,由于步进电机没有过载能力,高速时扭距下降很多,容易丢步,大功率步进电机的驱动较困难等,选用步进电机驱动是不合适的。
若采用直流或交流伺服电机的闭环控制方案,结构复杂,技术难度较大,调试和维修困难很多,造价也高,闭环控制可达到很好的机床精度,能补偿机械传动系统中的各种误差,消除间隙,干扰等对加工精度的影响,一般用于要求高的数控设备中,由于所改造的数控铣床工件的加工精度不十分高,采用闭环系统的必要性不大。
若直流或交流伺服电机的半闭环控制,其性能介于开环和闭环控制之间,由于调速范围宽,过载能力强,又采用反馈控制,因此性能远优于步进电机的开环控制;反馈环节不包括大部分机械元件,调试比闭环简单,系统的稳定性较易保证,所以闭环容易实现。但是采用闭环控制,调试要比开环控制的步进电机要困难些设计上也有自身的特点。在直流和交流伺服电机之间进行比较时,交流调速逐渐扩大了其使用范围,似乎有取代直流伺服电机的优势。但交流伺服的控制结构复杂,技术难度高,普及不广,而且价格高,直流伺服电机原理接近于直流电机,控制系统技术也较成熟,普及广。
控制部分的设计
要能控制三个坐标轴的运动,根据工件加工要求,至少要控制两轴联动完成圆弧插补,为了在加工中使用不同尺寸的刀具,数控装置应具有刀具的半径和长度的补偿功能,以便数控加工中按轮廓编制程序而能适应刀具尺寸的变化。
#p#副标题#e#
目 录
摘要 I
Abstract II
第一章 绪论 1
1.1数控系统的发展及趋势 1
1.2数控铣床加工的基本原理 2
1.3数控加工工艺设计 3
1.4机床数控化改造的必要性 4
1.4.1微观看改造的必要性 4
1.4.2宏观看改造的必要性 5
第二章 设计方案的确定 6
2.1 设计任务 6
2.2 总体设计方案的确定 6
2.2.1 动力的选定 6
2.2.2 控制部分的设计 7
第三章 数控系统硬件电路设计 8
3.1数控系统基本硬件组成 8
3.2 单板机控制系统的设计 9
3.3步进电机控制程序设计 9
第四章 机械部分改造与计算 11
4.1 原始数据分析 11
4.2 滚珠丝杠螺母副的选用设计(X向) 11
4.2.1滚珠丝杠副的传动原理 12
4.2.2滚珠丝杠副的传动特点 12
4.2.3滚珠丝杠副的结构与调整 12
4.2.4轴向间隙的调整和加预紧力的方法 14
4.2.5 铣削力的计算 16
4.2.6 强度计算 16
4.2.7刚度验算 17
4.2.8 效率计算 17
4.2.9 稳定性验算 18
4.3锥形夹紧机构的设计计算(X向) 18
4.4 齿轮间隙消除弹簧的计算(X轴) 20
4.5 运动部分转动惯量计算(X轴) 21
4.6 伺服电机的选择(X向) 22
第五章 零件的设计与计算 23
5.1齿轮的设计与校核 23
5.1.1 Z 、Z 齿轮的强度校核 24
5.1.2其他齿轮对的强度校核 29
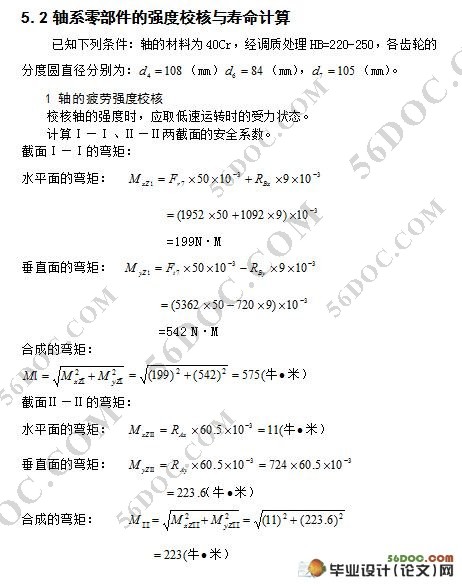
5.2轴系零部件的强度校核与寿命计算 31
第六章 经济分析 33
第七章 数控加工与典型零件加工程序设计 34
7.1数控加工工艺特点 34
7.1.1数控加工工艺的内容 34
7.1.2数控加工工艺的特点 34
7.2数控加工工艺分析与设计 35
7.2.1数控加工的合理性分析 35
7.2.2零件的工艺性分析 36
7.2.3确定工艺过程和工艺路线 37
7.2.4选择刀具和切削用量 37
7.3零件加工程序设计列举 38
7.3.1数控铣床的加工对象 38
7.3.2零件加工程序设计举例 39
结 论 42
致谢 43
参考文献 44
专题 塑料模具的设计 45
附录1 65
附录2 71