
分度盘的机械加工工艺及数控程序编制(课程设计)
以下是资料介绍,如需要完整的请充值下载. 本资料已审核过,确保内容和网页里介绍一致. 密 惠
无需注册登录,支付后按照提示操作即可获取该资料.
无需注册登录,支付后按照提示操作即可获取该资料.
资料介绍:
一.被加工零件的工艺分析
(一)此工件由于锻造时,容易造成应力的分布不均。因此,锻造后应该进行正火处理,粗加工后应进行调质处理,以改善它其切削性能。
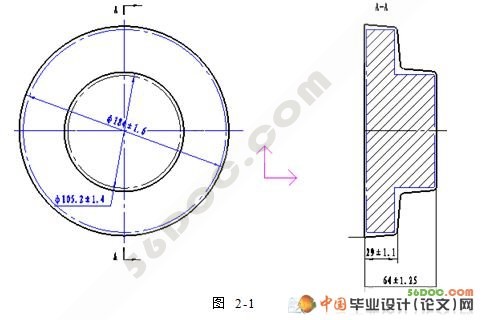
(二)工序安排以台阶面和Φ100g6的外圆表面定位,装夹工件,达到了设计基准与工艺基准的统一。
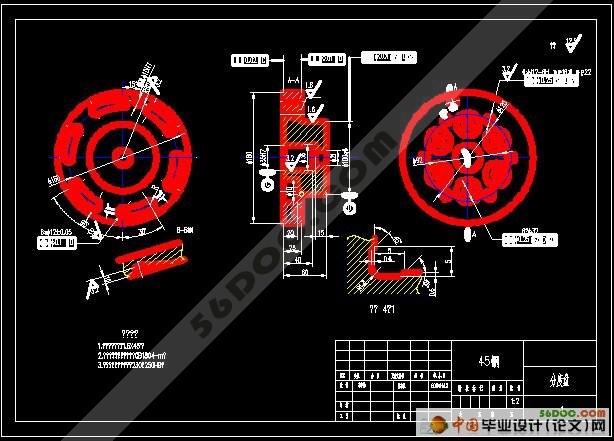
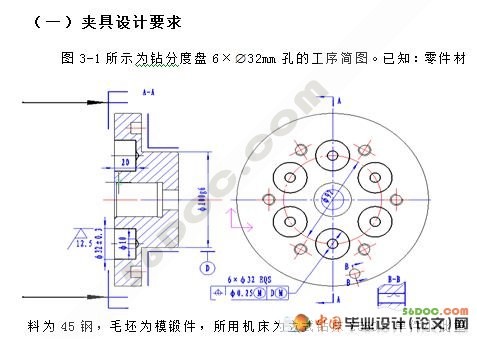
(三)分度盘大端面对Φ35H7mm孔中心线有垂直度要求;外圆台阶面对Φ100g6mm外圆轴心线有垂直度要求;Φ100g6mm外圆与Φ35H7mm 孔有同轴度要求;6×M12螺纹与和6×Φ32mm孔对100g6mm外圆轴心线有位置度要求,可在偏摆仪上用百分表检查同轴度及垂直度。
二.机械加工工艺规程设计
(一)确定被加工零件毛坯以及绘制其毛胚图
(1)毛坯的选择
根据材料45钢,生产类型为单件小批量生产以及零件形状的要求,可选择模锻件。毛坯的拔模斜度5°。
(2)确定毛坯的尺寸公差和机械加工的余量
1)公差等级的确定
由分度盘零件的作用和技术要求可知,确定该零件的公差等级为普通级。
2)锻件重量
根据机械加工后零件的形状及零件材料,估算锻件毛坯重量为 =7.50kg。
3)锻件复杂系数
对分度盘零件图进行分析计算,可大致确定锻件外廓包容体的直径d=Φ180mm,高H=60mm。由公式S= =7.50kg/12.0kg≈0.63。由此可确定该分度盘零件的复杂系数为 级。
4)锻件材质系数
由于该分度盘零件材料为45钢,是碳的质量分数小于0.65%的碳素钢,故该锻件的材质系数为 级。
5)锻件分模线形状与零件表面粗糙度
根据该分度盘零件的形位特点,采用平直分模面。由零件图可知,该分度盘零件各加工表面的粗糙度Ra均大于等于1.6μm 。
目录
一 被加工零件的工艺分析 1
二 机械加工工艺流程设计 1
(一)确定被加工零件毛坯以及绘制其毛胚图 1
(1)毛坯的选择 1
(2)确定毛坯的尺寸公差和机械加工的余量 1
(3)绘制分度盘锻造毛坯简图 2
(二)分度盘的工艺分析以及生产类型的确定 3
(1)分度盘的作用 3
(2)分度盘的主要技术要求 3
(3)检验分度盘的工艺性 5
(4)确定分度盘的生产类型 5
(三)分度盘机械加工工艺路线 5
(1)定位基准的确定 5
(2)分度盘表面加工方法的确定 6
(3)分度盘加工阶段的划分 6
(4) 工序集中与分散的合理选择 6
(5)工序的安排 6
(6)工艺路线的确定 7
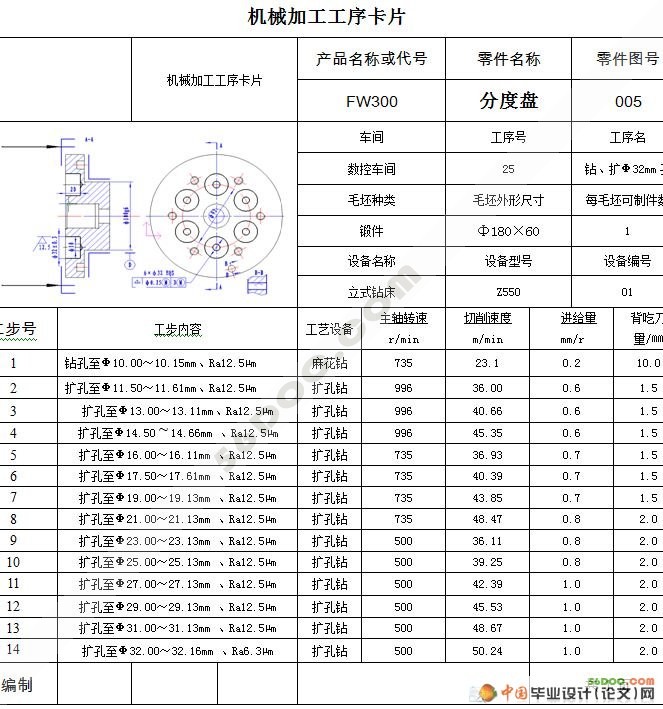
(四)工序25―加工余量、工序尺寸和公差的确定 8
(五) 切削用量、时间分配的确定 9
(1)切削用量的确定 9
(2)时间的分配 12
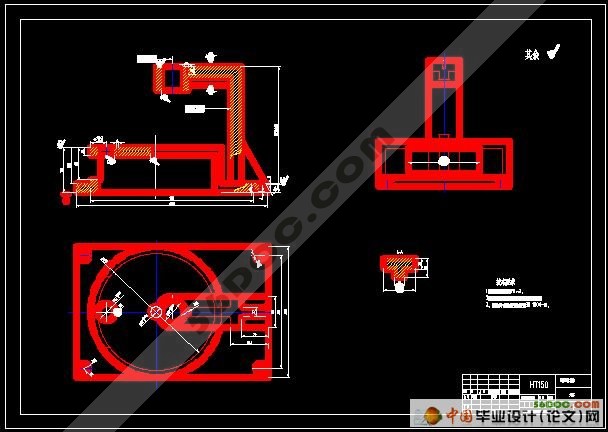
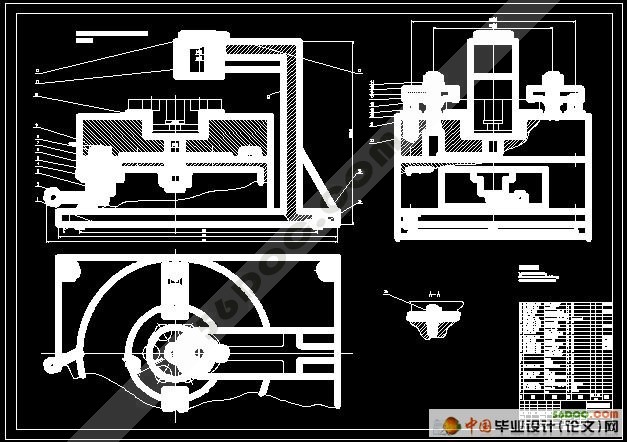
三 孔加工其夹具设计 15
(一)夹具设计要求 15
(二)刀具导向方案确定 16
(三)定位方案确定 16
(四)夹紧方案确定 16
(1)夹紧机构的选择 16
(2)夹紧力的计算分析 16
(五)夹具体的设计 17
(六)分度装置设计 17
(七)定位误差的分析与计算 .....................18
四 工序22、23-分度盘数控加工工艺分析.............8
(一)加工步骤..................................
(二)走刀路线的确定...........................
(三)选择刀具.................................
(四)确定切削用量...............................
(五)确定工序尺寸...............................
五 数控加工程序................................
六 方案的综合评定与总结 18
(一)方案评定 18
(二)总结 19
七 体会与思索 19
(一)体会 19
(二)思索 19
参考文献 20