
����ӹ����ļ����õ�����ϵͳ���ô����о�
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
ժҪ: ͨ����ֱ������ͨ�ú��ô��������ɵ�NC�������û�ʹ�õ����ػ�����ϵͳ��Ҫ��������������ȷ�ļӹ����������ؼӹ����ܰ�ȫ���ɿ��ؽ��У�����ͨ�ú��ô��������������������ϵͳ�����еĸ������ܣ�ʹ�����ػ������Թ��ܵ������ܵ�Ӱ�졣
���������MIKRON UCP 600 Vario������ӹ����ļ����õ�Heidenhain iTNC 530����ϵͳ������ר�ú��ô������о��������˺��ô������ó����ܹ����ݵ�λԴ�ļ��������ؼӹ�������������θ��ģ��Ϳ���ʵ�������������ؼӹ���
Heidenhain iTNC 530����ϵͳ���˾߱�ISO���ĸ����������⣬�����������еĸ������ܣ���Ը������ܺ����������ؼӹ������������ԣ�����UG/Post Builder���ô�������ʵ����ģ̬��������ָ��M126��M128������ͷ�ģ̬��������ָ��ѭ��32�������ͨ���û��Զ��幦�ܣ���Tcl����Ϊ�������ԣ�ʵ����������NC�����ͬʱ����ܼӹ�ʱ�䡢ÿ������ļӹ�ʱ��͵�����Ϣ����ר�ú��ô���������UG���ɣ�ʵ������UG�е��ú��ô��������Զ��������ؼӹ����롣
�ؼ��ʣ�������ӹ� ���ر�� ���ô��� �ӹ����� ����Ҷ��
Study on Post Processing for NC Programming of Five-axis Machining Center
Student name: Chen Rui Liang Class: 0681053
Supervisor: Yu Fei
Abstract��Usually, the NC code generated by the general post processor doesn't match with the request of the numerical control machine and the its system. Thus it cannot produce the correct processing procedure, results in the numerical control processing can not be carried out with safety and reliabitlity, furthermore, the general post processor cannot output the unique auxiliary function of the machine numerical control system, which causes the characteristics and functions of the numerical control machine to be used efficaciously or correctly.
Aimed to MIKRON UCP 600Vario five-axis machining center and Heidenhain iTNC 530 numerical control system, the special-purpose post-processing was studied, and the post-processing programme was develope in this paper. This programme can produce NC processing procedure according to the cutter location source file, and it is not necessary to conduct second alteration, then it can realize five-axis simultaneously controlled NC processing.
Besides the ISO auxiliary function, HEIDENHAIN iTNC 530 numerical control system also has many other unique auxiliary functions. Aim to these functions and the particularity of five-axis NC machining and post-processing UG/Post Builder we conducted the output of the modality assistance function instruction M126, the M128 and the output of the non-modality assistance function instruction circulation 32. Through the user-defined functions, taking the Tcl as the development language, the subject has realized to output the total process time and each working procedure process time and tool-information while produces the NC procedure. The integration of special-purpose post-processing procedure and the UG has attained automatically to produce the numerical control processing code by transferring the post-processing procedure in UG.
Keywords��Five-axis machining NC programming Post processing Machining simulation Integral impeller
UG�ṩ�ĺ��ô�������
Unigraphics NX������EDS��˾�Ƴ�������������ҵ��CAD/CAE/CAMһ��ĸ߶�������������ǿ�����ݷḻ��Ϊ�û��ṩ�˼������Ƚ��ļ�����һ��ʵ������Ľ���������ܹ����κβ�Ʒ���븶����ʵ�ʡ�UG NX�����˹�ҵ��Ƶ����͡�װ�䡢�ӹ�������ͷ���������IJ������ܡ�UG NX�����㷺Ӧ����ͨ�û�е��ģ������������������������������[26]��
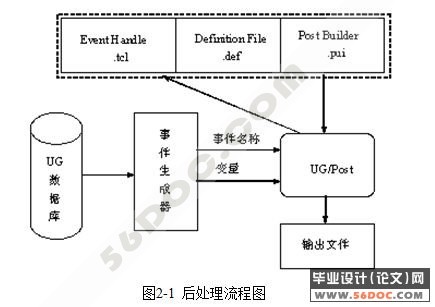
UG�ṩ�����ֺ��ô�������:ͼ�κ��ô���ģ��GPM (Graphics Postprocessor Module)��UG���ô�����UG/Post Builder��ĿǰӦ��������UG/Post Builder[27]��
��UG�����ؼӹ���������ɹ���������ʾ��
��1����Ҫ����ij���ڵ��¸�������������˳�����¼������һ�飬��֤���ϼӹ�˳��
��2���Ӳ�����������ѡ��Ҫ����ij���ڵ㣻
��3����������ͼ�굯��PostProcess�Ի���
��4���ڻ����б���ѡ��ָ���ӹ������ĺ��ô�������
��5��ͨ��Browse��ťѡȡ������ؼӹ�������ļ��У������������
��6����Output Units�����˵���ѡȡ�����λΪ���ƻ�Ӣ�ƣ�
��7�����ϣ�������������ͨ����Ϣ������ʾ��������ݣ�ѡȡlist output�����������ή������ٶȣ�
��8������apply�����������������ؼӹ������ļ���

����ӹ����ļ����õ�����ϵͳ���ô����о�
����ӹ����ļ����õ�����ϵͳ���ô����о�
����ӹ����ļ����õ�����ϵͳ���ô����о�

����ӹ����ļ����õ�����ϵͳ���ô����о�
����ӹ����ļ����õ�����ϵͳ���ô����о�
Ŀ ¼ 16000��
��һ�� ���� 1
1.1���ر�̺��ô������� 1
1.2���ر�̺��������о���״ 1
1.3��Ҫ�о����� 4
�ڶ��� UG���ô��������� 4
2.1 UG�ṩ�ĺ��ô������� 4
2.1.1 UGͼ�κ��ô���ģ�� 4
2.1.2 UG������UG/Post Builder 4
2.2 UG/Post Builder��Ҫ���� 6
2.3 MIKRON����ӹ����ļ����õ�����ϵͳ���� 8
2.4 Heidenhain iTNC 530����ϵͳ�����س����ʽ 9
2.5 ˫ת̨��������ô����㷨 10
������ MIKRON����ӹ����ĺ��ô������о� 13
3.1 ����Post Builder�����������������ļ� 13
3.1.1 ���û������� 13
3.1.2 ���ó���ĸ�ʽ 15
3.1.3 ���ó���θ�ʽ 17
3.1.4 ��������ļ� 19
3.2 �����������ָ�� 20
3.2.1 ģ̬��������ָ���Ӧ�� 20
3.2.2 ģ̬��������ָ������ 24
3.2.3 ��ģ̬��������ָ���Ӧ������� 25
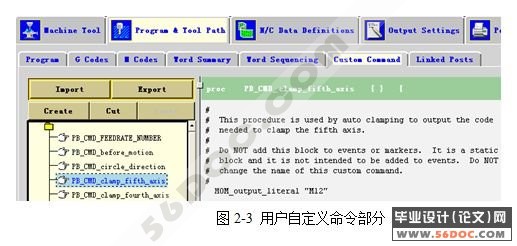
3.3 ʵ���û��Զ��幦�� 26
3.3.1���ÿ������ļӹ�ʱ�� 26
3.3.2����ӹ���ʱ�� 27
3.3.3���������Ϣ 27
3.4 MIKRON����ӹ����ĺ��ô���������UG���� 28
3.5 UG�����ؼӹ���������� 29
����� 31
�����
[1] �ܼ�.����.���ؼӹ�����.����:������ҵ������,2002,31-35
[2] ����ΰ.���ؼӹ��������̼���.����:��е��ҵ������,2002,55-60
[3] ʵ�����ؼӹ�����ίԱ��.ʵ�����ؼӹ�����.����:������ҵ������,1995,122-125
[4] ����.������.UG��������.����:�廪��ѧ������,2003,140-142
[5] ������,MasterCAM���ر��ʵ�ý̳�,����:�廪��ѧ������,2004,77-79
[6] Sheu, Jinn-Jong, Three-dimensional CAD/CAM/CAE integration system of sculpture surface die for hollow cold extrusion, International Journal of Machine Tool & anufacture.1999,39(1):33-35
[7] Shang-liang chen and Wen-Tai Wang, Computer aided manufacturing technologies for centrifugal compressor impellers.Journal of material processing technology.2001,115(3):284-293
[8] Lee, R.-S, She, C.-H, Developing a postprocessor for three types of fives-axis machine tools,International Journal of Advanced Manufacturing Technology,1997,13(9):658-665
[9] ���ƽ.CAXA���칤��ʦ2000�̳�.����:��е��ҵ������,2001,12-13
[10] �Ӽ���.����÷��.Sodick MC450�ӹ����ĺ��ô����о�.��е�������,2002,(2):88-90
[11] ������.�ܼ�.����ʽ���ر��ͨ�ú��ô�����.��е������,1996, (4): 3-4
[12] ������.���ؼӹ�ϵͳ��ͨ�ú��ô���ϵͳ���о���ʵ��.�����������������죬1996,(1):26-29
[13] �����ȱ���.Mastercam����������.����:��е��ҵ�����磬2003,96-97
[14] ���ĸ�.����.����MasterCAM9.0���ô�������Ķ��ο���.CAD/CAM��������Ϣ����2005,(3):36-40
[15] ������.ͼ������ANVIL5000������ô����������.�������ѧԺѧ��,1999,15(2):94-96
[16] ������,Ԭ��,CATIA NC���ô����Ŀ�����Ӧ��,CAD/CAM������ҵ��Ϣ��,2003, (11):88-91
[17] ף���.����ӹ�����C40U���ô��������Ŀ���.���ӿƼ�,2004,(3):15-19
[18] �»�.��֪�е�.����UG/Post�IJ����������غ��ô������Ŀ���.������������ѧѧ��,2002, (5): 83-86
[19] Pathtrace��˾�������´�.Ѱ�������ĺ��ô�������.CAD/CAM������ҵ��Ϣ��,2003,(4):99-100
[20] Schulz H. Hochgeschwindigkeitsfraesen metallischer and nichtmetallischer Werkstoffe.
Muenchen Wien: Carl Hauser Verlag, 1989,22-24
[21] ���.������.ͨ�ú��ô���ϵͳ����.������������������,1996,(6):19-21
[22] ��ʤȺ.UG NX���ؼӹ�����.����:�廪��ѧ������,2006,130-132
[23] ����ƽ.�����µ�.CNCϵͳ����NC�������ʵ�ֵķ���.�й���е����,1999,10(6):673-675
[24] �״�.��ï��.�����������ؼӹ����ô������Ķ���.���������о�Ժ�Ƽ��걨,2004,(1):126-127
[25] ��ѵ�H.�ҹ�������ҵ�ѿ����������е�һ����.��ϻ������Զ����ӹ�����,2003,(8):1-5
[26] ������.��������.UG CAMӦ�ð�����(NX��).����:�廪��ѧ�����,2003,88-90
[27] �����.UG CAMƪ.����:��е��ҵ������,2002,130-132
[28] Unigraphics Solutions Inc.UG CAMʵ�ý̳�.����:�廪��ѧ������,2003,210-212
[29] A. Aforuard, C. Tournier. Description formats of tool trajectory suited to High-Speed
Machining. Proceedings of the Inter national Conference on High Speed Machining, 2004:191-195
[30]] ���ڱ���.UG NX4����������ѵ�̳�.����:�廪��ѧ������,2007,30-35
[31] ������.���ô����㷨������UG/OPEN GRIP�µij���.��˶ʿѧλ���ġ�,����������ѧ��2005
[32] Y.C.Kao,G.C.Lin.CAD/CAM collaboration and remote machining.Computer Integrated Manufacturing Systems,July 1996,Vol.9(3):149-160
[33] ����.����ƿ����ģ�������������ظ���ϳ�������Ż������ر��.��˶ʿѧλ���ġ���ͬ�ô�ѧ,2004
[34]Kim.Tae-Yong, Woo. Joongwon. Indirect cuting force measurement in multi-axis
simultaneous NC milling processes. International Journal of Machine Tools and Manufacture
November, 1999, Vol.39(11): 1717-1731
[35] ���.���乤�յ���״�����.���ϼ��ż���,2003.1:55-57
[36] �̸�֮.ʵ�����ؼӹ�����.����:������ҵ������,1995,98-100
[37] iTNC530 User's Manual HEIDNHAIN Conversational Format. Germany, March.2002
[38]M. Kilic, S. Hizirog. Efect of machining on surface roughness of wood. Building and
Environment, 2006.5, Vol.4](8): 1074-1078