
盖落料拉深模模模具的设计(附答辩记录)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
要促进生产的持续发展,只有依靠先进的科学技术,广泛地采用新技术、新工艺、新材料和新设备,加强科学管理。而要完成上述新课题和新项目就离不开精密、复杂、大型、长寿命模具的及时工艺。
通过这次毕业设计我要学会综合运用本专业所学课程的理论和生产实际知识,进行一次冷冲压模具(落料拉深冲裁模)设计工作的实际训练,从而培养和提高我独立工作的能力。巩固与扩充所学有关冷冲模具设计课程的内容,掌握冷冲压模具设计的方法和步骤。掌握冷冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等。
这次设计我参考了大量的有关冷冲模模具设计实例等方面的资料。充分运用资料上模具设计中通用的表,手册等。如:拉深件毛坯直径的计算公式、修边余量的确定、盖用压边圈拉深系数、盖角部的第一次拉深系数等。通过张老师的讲解,再结合我对模具零件的分析和掌握,我会成功的完成这次设计。
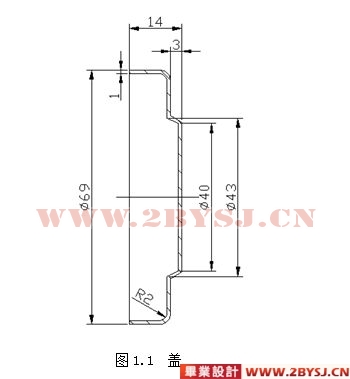
我设计的盖落料拉深模模具,材料为镀锌铁皮,厚度t=1mm。其加工方法为先落料后拉深。本次设计的主要内容:工件的工艺性分析;冲压工艺方案的确定;模具的技术要求及材料选用;主要设计尺寸的计算;工作部分尺寸计算;模具的总体设计;主要零部件的结构。
关键词:盖,冷冲压,落料,拉深
设计题目:
盖落料拉深模设计
设计要求:
1.盖工艺性分析及冲裁方案的确定;
2.有关计算及模具设计;
3.模具制造工艺编制与装配。
设计进度:
设计总体时间为一个月
1.第一周 收集资料
2.第二周 主要设计计算、结构设计
3.第三周 模具的整体设计
4.第四周 校核、修改、提交论文、论文答辩
模具的装配
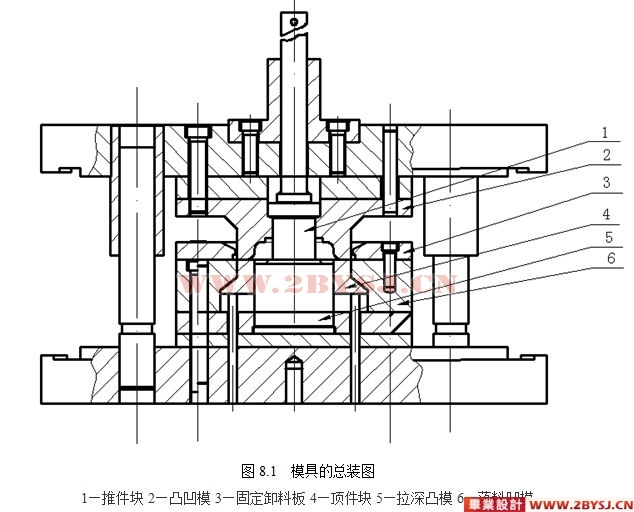
复合模是指在冲床一次行程中冲制产品两道或两道以上工序的冲模,这种模具结构复杂,装配要求高,但由于模具生产率高,各内、外型面间的相对位置精度高,故广泛应用于精密零件的加工。本模具为落料―拉深复合模,其装配一般按下面的步骤进行:
1.装配压入式模柄,垂直上模座端面,装后同磨大端面齐平。
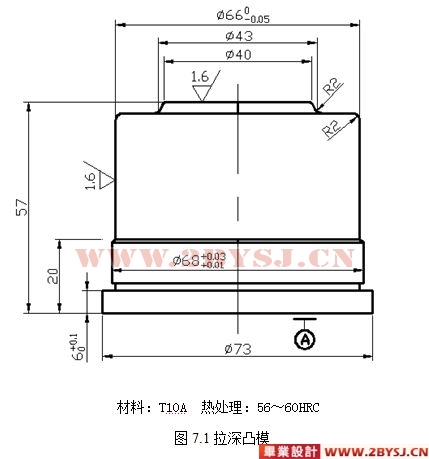
2.将拉深凸模装在下模座上,并相对下模座底面垂直。同磨端面平齐后,作止动螺钉孔,并安装止动螺钉。
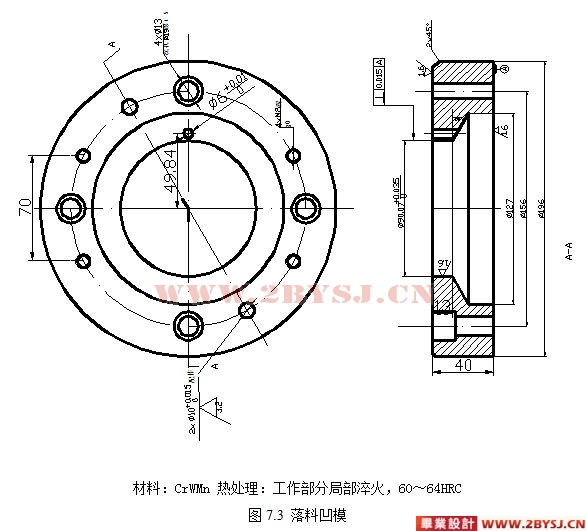
3.以顶件块定心,将凹模装在下模座上,经调整与拉深凸模同轴后,用平行夹板夹紧,做螺钉孔和销钉,并拧紧螺钉,配入适当过盈的定位销。
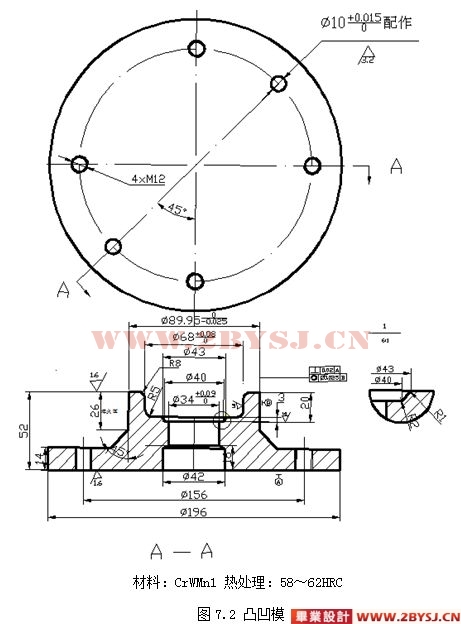
4.将凸凹模装在固定板上,并保持垂直,同磨大的端面齐平。
5.用平行夹板将凸凹模上的固定板与上模座加紧后合模,使导柱缓慢进入导套。在凸凹模的外圆对正凹模后,配作螺钉和螺钉过孔,并拧入螺钉但不要太紧。用轻轻敲打固定板的方法进行细致地调整,待凸凹模和凹模的间隙均匀后,配作凸凹模固定板和上模座的销孔,并配入相应过盈量的销钉。
6.加工顶件块时,外圆按凹模的孔实配,内孔按拉深凸模的外圆实配,保持要求的间隙。装配后,顶件块的顶面须高于凹模 而拉伸凸模的顶面不得高于凹模。
7.安装固定挡料销和卸料板,按凹模板上的孔套在凸凹模外圆上应于凹模中心保持一致。在用平行夹板夹紧的情况下,按凹模上的螺孔引作卸料板上的螺钉过孔,并以螺钉固紧,其它零件的装配均符合要求后打标记。
目 录
摘 要 4
1. 工件的工艺性分析与工艺方案的确定 5
1.1 冲压件的工艺性分析 5
1.2 拉深件的工艺性分析 6
1.3 材料的工艺性分析+ 6
1.4 拉深变形过程的分析 7
2. 冲压工艺方案的确定 9
3. 模具的技术要求及材料选用 11
4. 主要设计尺寸的计算 13
4.1 毛坯尺寸的确定 13
4.2 冲压力的计算 15
4.3 拉深间隙的确定 16
4.4 排样及相关计算 17
(优秀毕业设计:www.2bysj.cn)
5. 工作部分尺寸计算 19
5.1 拉深凸凹尺寸的确定 19
5.2 圆角半径的确定 20
6. 模具的总体设计 22
6.1 模具的类型及定位方式的选择 22
6.2 推件零件的设计 23
7. 主要零部件的结构设计 25
7.1 工作零件的结构设计 25
7.2 其他零部件的设计与选用 27
7.3 压力机的选用 28
7.4 工作零件的加工工艺 29
8. 模具的总装图 30
9. 模具的装配 31
致 谢 33
参考文献 34