
S195柴油机机体三面精镗孔组合机床总体设计(加工工艺)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
S195柴油机加工精度要求高,特别是机体气缸套孔止口深度公差,大跨度等直径同轴孔、平衡轴孔孔径公差,大悬臂气缸孔孔径公差,曲轴孔与气缸孔垂直度,曲轴孔与平衡轴孔、曲轴孔与凸轮轴孔轴心线平行度,气缸套孔止口面与气缸孔轴心线垂直度等的精度要求较高。机体加工中,精镗孔工序的加工质量将直接影响柴油机的功率、油耗、噪声等性能。同时,由于S195柴油机的生产批量较大,因而要求该工序的加工设备具有较高的生产效率和自动化程度。然而,目前国内现有的加工设备都不能很好地满足上述加工质量和生产效率等方面的要求,这在一定程度上制约了S195柴油机的性能保证和生产产量的提高。作者设计的S195柴油机机体三面精镗孔组合机床,是在调研的基础上,吸收了镗床设计的优点,根据具体情况设计、制造而成,如投入生产连续使用,将会获得满意的效果。
关键词: 组合机床 柴油机 镗削
Abstract
S195 diesel engine expects machining accuracy much, especially organism air cylinder sets of hole stop mouthfuls of degree of depth public errand, Diameter, shaft hole, balanced shaft hole aperture public errand, such as large span,etc., big cantilever air cylinder hole aperture public errand , The shaft hole of song and air cylinder hole vertical degree, shaft hole of song and balancing the shaft hole, shaft hole of song and shaft hole of cam axis line parallel degree, Air cylinder sets of hole stop and expect relatively much with air cylinder hole axis line precision of vertical degree,etc. the mouth. In the organism is processed, the processing quality of the precise bore hole process will influence the performance, such as power, oil consumption, noise of the diesel engine,etc. directly . Besides, because the production lot of S195 diesel engine is relatively old, require the processing equipment of this process to have higher production efficiency and automatic degree. However, the domestic and existing processing equipment can't well meet the above-mentioned requests for processing the quality and production efficiency,etc. At present, This restrain S195 performance of diesel engine from guaranteed and produces the improvement of the output to a certain extent. Three precise bore holes of organism of S195 diesel engine designed now make up the lathe , it is on the basis of surveying and study, Have absorbed the merit that the boring machine is designed, succeed according to concrete conditions design and manufacture, Such as putting into production using in succession, will obtain the satisfied result .
Key words: combined machine; diesel engine; boring
总体方案论证
组合机床是针对被加工零件的特点及工艺要求,按高度集中制的原则设计的一种高效率专用机。设计组合机床时,首先要根据组合机床完成工艺要求的一些限制及组合机床各种工艺方法能达到的加工精度、表面粗糙度及技术要求,解决零件是否可以利用组合机床加工以及采用组合机床加工是否合理的问题。如果确定可以利用组合机床加工,为使加工过程顺利进行,并能达到要求的生产效率,必须在握大量的零件加工工艺资料基础上,通盘考虑影响制定零件加工方案、机床配置形式、结构方案的各种因素及应注意的问题。经过分析比较,以确定零件在组合机床上合理可行的加工方法及组合机床的配置形式等等,这些是组合机床方案制定的主要内容。
本设计是为195型柴油机机体的三面精镗孔工序。为了能够达到质量好、效率高的要求,拟定设计一个三面精镗的组合机床。由于被加工零件的孔的加工精度、表面粗糙度和技术要求所限,必须设计三面精镗组合机床。
由于被加工零件机体的体积小、重量较重,且是单工位三面加工,倘采用立式床身,将造成加工困难,难以保证加工精度,且平稳不够,故将采用卧式床身,通过三个动力头,主轴箱镗销头,一次性完成该工序较为妥帖。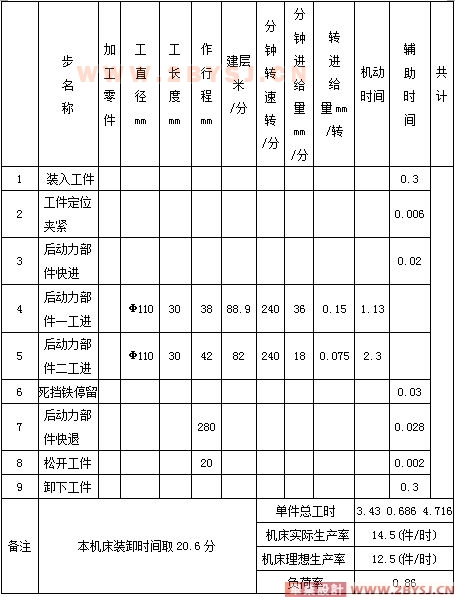
目 录
0 前 言 1
1.总体方案论证 3
1.1影响组合机床方案制定的主要因素 3
1.1.1被加工零件的加工精度和加工工序 3
1.1.2被加工零件的特点 3
1.1.3零件的生产批量 4
1.1.4机床的使用条件 4
1.2 机体的定位与夹紧 4
1.3. 确定机床的配置形式及结构方案 4
2. 组合机床总体设计及计算 5
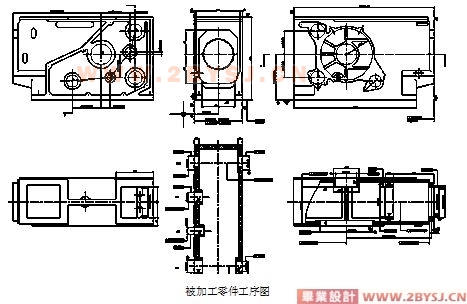
2.1被加工零件工序图 5
2.1.1被加工零件工序图的设计 5
2.1.2主轴箱的分布 5
2.2加工示意图 6
2.2.1加工示意图的编制方法 6
2.3动力部件的选择 8
2.4组合机床生产率的计算 10
2.4.1机床实际生产率的计算 10
2.4.2理想生产率Q 12
2.4.3机床负荷率 12
2.4.4生产率计算卡 12
2.5机床联系尺寸图 14
2.5.1联系尺寸图的作用 14
2.5.2机床装料高度的确定 14
2.5.3夹具轮廓尺寸的确定 15
2.5.4中间底座尺寸的确定 15
2.5.5动力部件总选种的确定 16
3.左主轴箱的设计及计算 17
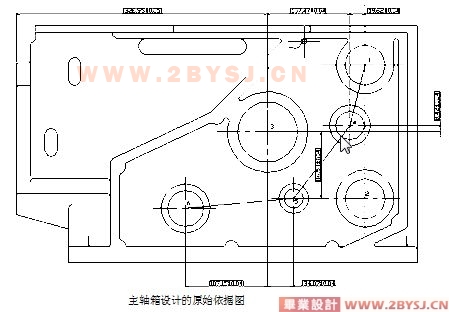
3.1.绘制主轴箱设计原始依据图 17
3.2.主轴结构形式的选择及动力计算 18
3.2.2主轴结构形式的选择 18
3.2.2主轴直径和齿轮模数的初步确定 18
3.2.3主轴箱的动力计算及主轴直径的确定 19
3.3.传动系统的设计计算 23
3.3.1主轴位置的分析及传动比的分配 23
3.3.2确定驱动轴的转速,转向极其在主轴箱上的位置 23
3.3.3主轴箱的润滑、手柄轴的设置 23
3.4.主轴箱坐标计算 24
3.4.1轴坐标系原点的确定 24
3.4.2主轴箱坐标计算的顺序 24
3.4.3主轴坐标的设置 24
3.4.4传动轴坐标计算 26
3.4.5坐标验算 29
3.5校核计算 30
3.5.1轴的校核计算 30
3.5.2轴的精确校核 34
3.5.3轴承寿命计算 34
3.5.4圆柱齿轮的疲劳强度的校核 35
3.5.5键的校核 36
3.6标准件的选择及其它 36
3.6.1叶片油泵的型号选择 36
3.6.2螺塞 37
3.6.3进给机构的选择 37
3.6.4主轴箱的润滑 37
4. 结 束 语 38
工作小结与致谢 39
附件清单 41
本次设计主要参考了以下文献:
1. 谢家瀛. 组合机床设计简明手册. 北京:机械工业出版社,1994
2. 大连组合机床研究所.组合机床设计(第一册).北京:机械工业出版社,1975
3. 大连组合机床研究所. 组合机床设计手册. 北京:机械工业出版社,1975
4. 沈阳工业大学. 组合机床设计. 上海:上海科学技术出版社,1985
5. 王先达. 机械制造工艺学. 北京:机械工业出版社,1995
6. 扬黎明. 机床夹具设计手册. 北京:国防工业出版社,1996
7. 徐仁发. 机床夹具设计. 重庆:重庆大学出版社,1993
8. 孟少庚. 机械加工工艺手册. 北京:机械工业出版社,1992
9. 戴曙. 金属切削机床. 北京:机械工业出版社,1994
10.扬列群. 形状和位置公差. 北京:中国标准出版社,1992
附件清单
序号 内容 图号 备注 份数
1 组合机床左主轴箱装配图 S195-00-00 A0 一张
2 主轴箱补充加工图 S195-00-01 A0 一张
3 前箱盖 S195-00-02 A3 一张
4 后箱盖 S195-00-03 A3 一张
5 齿轮 S195-00-04 A3 一张
6 传动轴 S195-00-05 A3 一张
7 动力头齿轮 S195-00-06 A3 一张
8 箱盖 S195-00-07 A3 一张
9 手柄轴 S195-00-08 A3 一张
10 油泵齿轮 S195-00-09 A3 一张
11 透盖 S195-00-10 A4 一张
12 工序图手工图 S195-00-11 A2 一张
13 主轴 S195-00-12 A3 一张
14 主轴 S195-00-13 A3 一张
15 销套 S195-00-14 A4 一张
16 撒油盘 S195-00-15 A3 一张
17 尺寸联系图 S195-00-16 A0 一张
18 工序图 S195-00-17 A0 一张