
�����������������ģ�����(����������ģ)(������¼)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
ժ����Ҫ
����������Ƶ�ģ���ǵ���������ģ�����ڳ�ѹ���յ�һ�֣��������ѹģ������ģ��ͻ��������ģ���ص㣬���Ұ�����ѹģ�����п��ǵ�������������ص㣬ѡ���˾����Ľ���һ�ָ�Ч��ģ����������һ�γ��εĻ�תʽѹ��ģ�������ʽ�Ļ��ģ�����������н�С��90���U�μ�������һ���������Ρ�
��ģ������һ����ȱ�ڵ�ת�᰼ģ����ȱ���빤����������Ӧ����ģ��ת��ʽ�ģ����������Գơ�������״�İ�ģ�Ƴ����ʽ�ģ������ڰ�ģ����У����ڻ�е�ӹ���������鲿������ĥ���������ڸ����ֽ�ʡ���ϡ�
��ģ��ѹ���������½�ʱ�����Ƚ������ڰ�ģ��������90���U�μ�����ģ�����½�ʱ���������ײ�ѹ���ת��ģ����ת��ģ����ת��ʹ������һ���������Ρ���ģ��ѹ�����������ʱ��������ת��ģ����ת������λ�������ϵĵ���ʹ��ת��ģ��λ���������ֽṹ��������ģ��������ѹ������һ���г�����ɼ�����ģ�߲�����ɵ��������գ���ģ���ṹ�������ӣ����ԣ���������Ӧ�ý϶ࡣ
�ٸ�����ѡ���Ϻͺ�ȼ����ʾ������������ɸ�ģ�ߵ�ë�������������ص�ֵ������ģ��϶�ȵ���Ƽ��㣻ѡ���ʺϸ�ģ�ߵĶ�λ��ʽ��ж�ϳ�����ʽ�����ģ�ߵĹ������ּ�����ģ����ƣ�ѡ��ģ�ߵIJ��ϲ�ȷ��ÿ���㲿���ļӹ��������ٸ���ģ�ߵ�װ��ԭ�����ģ�ߵ�װ�䡣װ������õ�ģ������Ҫ��װ�������Ͻ�����ģ���緢�ֲ�����Ҫ���������������������ٴ���ģ��ֱ�����������в��ӹ����ϸ����Ʒ��
�ؼ��ʣ��������գ��������Σ���ת��ģ
���Ҫ��
1.ȷ���������������ռ�������
2.��ȷ�����й�����ijߴ缰���
3.��ɼӹ����ռ�װ�䷽����
Ŀ ¼
ժ����Ҫ II
1 ���������Է��� 1
1.1 ��������ij�ѹ�����Բ�ȷ�����շ��� 1
1.2 ������������ 1
1.3 ��С��������뾶��ȷ�� 2
2 �������Ľṹ�����Է��� 3
2.1 ��С�����뾶 3
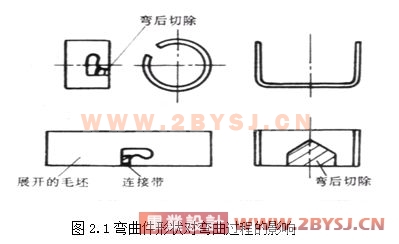
2.2 ��������״��ߴ�ĶԳ��� 3
3 ����������������� 4
3.1 �������Ĺ�����ԭ�� 4
3.2 ������������ 4
4 �Ľ�����Ľṹ��� 6
4.1 �����ȴ������� 6
4.2 ��ģ���ṹ��ȡ��ʩ 6
4.3����ģ�ṹ���Ӧע������⣺ 6
5 �����������ļ��� 8
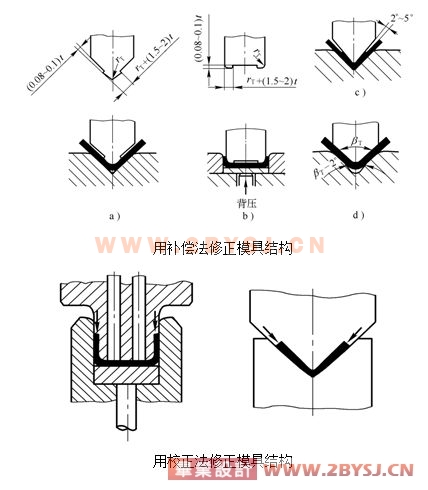
5.1 ��������ʱ���������ļ��㹫ʽ�� 8
5.2 У������ʱ���������� 8
5.3 ��������ѹ������ 9
(������ҵ��� www.2bysj.cn)
5.4 ѹ������λ��ȷ�� 9
6 ë���ߴ缰�ص����ļ��� 10
6.1 ë���ߴ� 10
6.2 ȷ��ë���ijߴ� 10
6.3 �ص����ļ��� 10
6.4���ٻص��Ĵ�ʩ�� 11
7 ����ģ��Ҫ��������ṹ������ȷ�� 12
7.1 ����ģ�Ͱ�ģ��Բ�ǰ뾶�� 12
7.2 ��ģ����������� 12
7.3 ��������ģ�ļ�϶ 13
7.4 ����ģ����ߴ缰���� 14
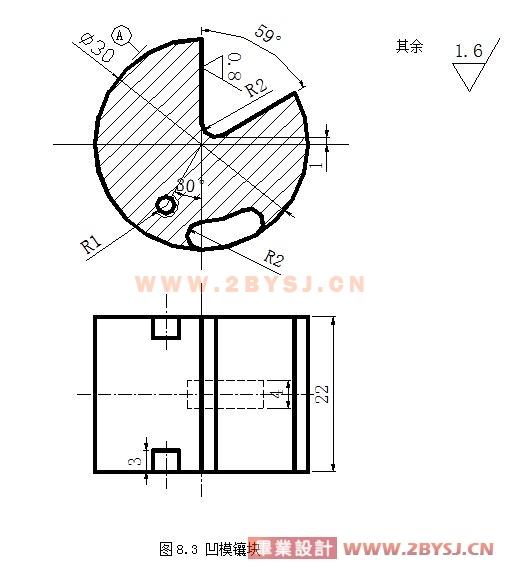
8 ģ��������� 15
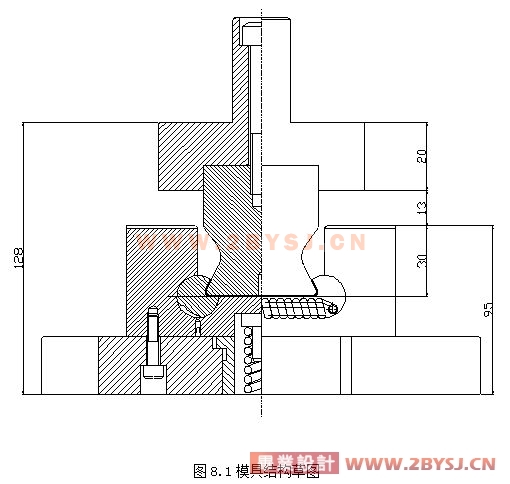
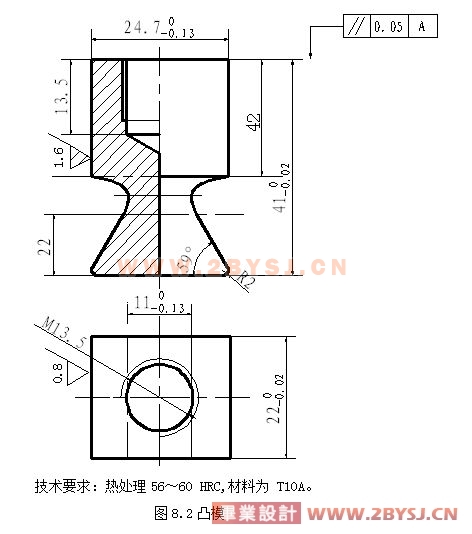
8.1 ģ����Ҫ�㲿������� 15
8.2 �����豸��ѡ�� 17
8.3 ѡ���豸 18
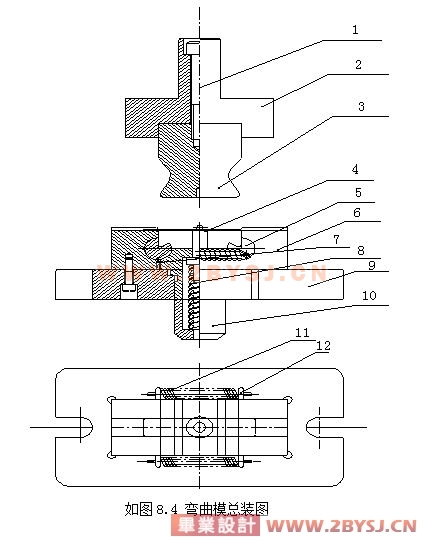
8.4 ����ģ����ͼ 19
8.5 ����ģ���DZ����ͼ 20
9 ģ��������� 21
9.1 ģ�����͵�ѡ�� 21
9.2 ��λ��ʽ��ѡ�� 21
9.3 ж�ϩp������ʽ��ѡ�� 21
10 ģ�����ϵ�ѡ�ü������㲿������� 23
10.1 ģ�����ϵ�ѡ�� 23
10.1.2 ����ģ�������ѡ��ԭ�� 23
10.2 ģ������ӹ����� 24
11 ģ�ߵ�װ��ͳ��ģ�����Գ� 27
11.1 ģ����װ�� 27
11.2 ����ģ���ĵ��� 27
�� л 29
����� 30
�����
��1�������,������. ���ѹģ�����������.�������պ����ѧ���棬2005.4
��2��������.��ģ����ֲ�.��е��ҵ�����磬2002.5
��3��������.��ģ���Ӧ��ʵ��.��е��ҵ�����磬2003.8
��4�ݹ����.���³�ѹ�¹����¼������ģ���ͼ��.��е��ҵ�����磬2003.9
[5] �� ��.��ѹ������ģ�����.�ߵȽ��������磬2006.7
[6] ����Ӣ�����.ʵ�ó�ѹ���ռ�ģ������ֲ�.��е��ҵ�����磬2005.1
[7] ������.ģ�������ӹ��ٲ��ֲ�.��е��ҵ�����磬2005.7