
数控电火花线切割机床的设计(加工工艺)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
线切割是通过带负电荷的工具电极和带正电荷的工件之间产生一次火花放电,产生瞬时的高温,使局部的金属熔化、气化而被蚀除掉,获得“以柔克刚”的效果。(优秀毕业设计网 www.2bysj.cn)
本文介绍了电火花线切割机床及编程、加工工艺参数、电极丝的选择、线切割加工的模坯的准备过程,重点论述以工作盘、型线样板为例的线切割的应用。
电极丝根据机床的种类不同所选用的电极丝的粗细也不一样。钼丝进刀的快慢直接和电流的大小有关,不能为获得快的速度而使电流的值越大,这样会烧掉电极丝;而电流越小,表面光滑度不好,所以线切割的参数还得根据具体的实际要求来选用
关键词:电火花数控线切割,电极丝,电火花加工
数控电火花线切割机床既是数控机床,又是特种加工机床,它区别于传统机床部分是:1.数控装置和伺服系统,2.不是依靠机械能通过刀具切削工件,而是以电、热能量形式来加工。电火花加工在特种加工中是比较成熟的工艺。
电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。
电火花线切割加工是利用工具电极(钼丝)和工件两极之间脉冲放电时产生的电腐蚀现象对工件进行尺寸加工。电火花腐蚀主要原因:两电极在绝缘液体中靠近时,由于两电极的微观表面是凹凸不平,其电场分布不均匀离得最近凸点处的电场度最高,极间介质被击穿,形成放电通道,电流迅速上升。在电场作用下,通道内的负电子高速奔向阳极,正离子奔向阴极形成火花放电,电子和离子在电场作用下高速运动时相互碰撞,阳极和阴极表面分别受到电子流和离子流的轰击,使电极间隙内形成瞬时高温热源,通道中心温度达到10000度以上。以致局部金属材料熔化和气化。
随着制造工业的进步,数控加工已逐步主导了传统的机械加工,员工对特种加工的认识与了解需求也越来越大,对于数控技术大家都可以较为容易理解为计算机控制原理,但对于电加工技术的认识就比较少了,有必要与大家共同探讨数控电加工设备,了解未来工业成就的支柱。
传统的机械加工已经有很久的历史,它对于人类的生产技术和物质文明起了极大的作用。但随着人类科技的进步复杂的工艺生产又严重制约了生产力的发展。直到1943年前苏联拉扎林柯夫才摆脱了传统的切削加工方法。利用电能来切削金属。它是通过带负电荷的工具电极和带正电荷的工件之间产生一次火花放电,产生瞬时的高温,使局部的金属熔化、气化而被蚀除掉,获得“以柔克刚”的效果。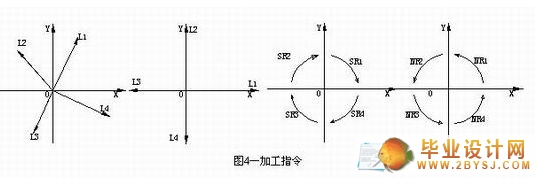
目录
第一章 概述…………………………………………………………………… 1
第二章 数控电火花线切割加工工艺………………………………………… 2
2.1电火花线切割机床组成……………………………………………… 2
2.2线切割加工的应用…………………………………………………… 2
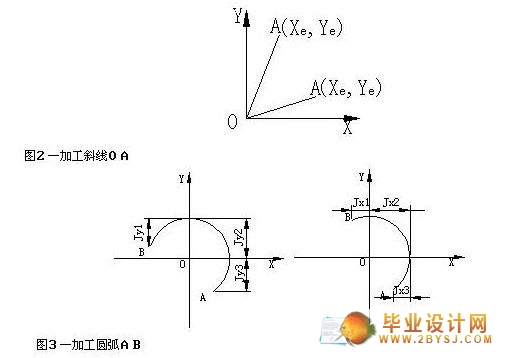
2.3编 程………………………………………………………………… 2
2.4脉冲参数的选择…………………………………………………… 5
(优秀毕业设计网 www.2bysj.cn)
2.5工作液的选择………………………………………………………… 6
第三章 电火花切割的应用…………………………………………………… 7
3.1工作盘的线切割加工………………………………………………… 7
3.2锌粉供给凸轮的线切割加工………………………………………… 11
第四章 结论…………………………………………………………………… 13