
ģ��-ע��-���ù����ƺ��ע��ģ
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
ժ Ҫ
����������֬Ϊ��Ҫ�ɷֵĸ߷����л�������,��֬�ɷ�Ϊ��Ȼ��֬�ͺϳ���֬������,���ϴ����úϳ���֬.�����Ƽ�֮�����ܵõ��㷺Ӧ��,���������DZ������е�һϵ�������ŵ������.���Ϲ�ҵ�����˵Ĺ�ҵ,������ʯ��ҵ�ķ�չӦ�˶�����,Ŀǰ�����Ƽ������Ѿ�����һ�й�ҵ�����Լ������ճ�����ĸ�������.���Ϲ�ҵ����һ�����ٷ�չ�Ĺ�ҵ����.�ҹ�����������ڵȵ���,��ģ�߹�ҵ��Ҫ�Ǵ�������ģ�ߵ������������Ƽ�������.�ڽ���ʡ���㽭ʡ���Ϻ��м������ϵ������������㽭ʡ��������ģ�ߵ������������Ƽ��Ŀ����ĸ�����ҵҲ�������ࡣ�����˵���������ģ����Ƶĸ��ֳ��ͷ��������Ͳ��ϵ���ƣ����ͣ���������ļӹ����գ���Ҫ�����и��ӹ������س������ӹ����ģ�����Ҫ��Ʋ����ļ��㣬��Ʒȱ�ݼ�����������ģ������ṹ��Ƽ��㲿������ƽ���ϸ�����˽��ܡ��������������ϳ���ҵ�ڻ�����ҵ�еĵ�λ�ͶԹ��õ�Ӱ���Ե�������Ҫ��(����ҵ����� www.2bysj.cn)
�ؼ��ʣ�ģ���ṹ����עϵͳ���ӹ����ա�
ע����ͺŵ�ȷ��
һ�㹤�����ܽ�����ӵ�д�С��������ͺŵ�ע������е��ͺŵ�ռ�֣�С�ͺźʹ��ͺŵ�ռһС���֡��������Dz��ع���Ŀ���ע����ͺš������ģ�������ṩ��ע����ͺź��Ȳ������£�
ע������125g
��ģ����500T
ģ���С��330X440�L
�����ڼ�ࣺ280X250�L
��ģ���룺220�L
ģ����λ���룺55�L
������뾶��SR20�L
�ݸ�ת�٣�r/min��:20��30
ע��ѹ��/MPa:��80��130
�����ܼ���ABS������ߴ������ģ����ע�������£�
�C ���������ڷ������ϵ��ſ�����N
-ע����Ķ��ģ����N
A - �����ܼ���ģ���������ϵ�ͶӰ�����
- ��עϵͳ��ģ���������ϵ�ͶӰ�����
p-�����������ǻ�ij���ѹ����MPa�����Сһ����ע�����80%��
ABS�ܶȦ�=1.02g/
A=2��28��2+2��76=264
=28��72-3.14�� =2016-33=1983
=P(nA+ )<
=(64-104)(2��264+1983)
=160.704-261.144KN<450KN
V=80��72��28-76��68��28+(76-6.5) ��68��2+20��3+2��2��2
=161280-144704+10268+68
=26912
�������㣬��ע������á�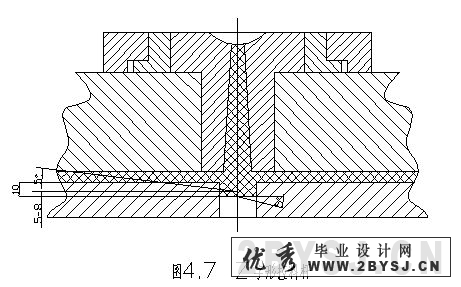
Ŀ ¼
��һ�£��ⶨģ���ṹ��ʽ ------------------------- 4
1.1ȷ����ǻ���������з� ----------------------------- 4
�ڶ��£�ע����ͺŵ�ȷ�� ------------------------- 4
�����£�������λ�õ�ȷ�� ------------------------- 5
�����£���עϵͳ��ʽ�ͽ��ڵ���� ----------------- 6
4.1ȷ����עϵͳ�Ļ���Ҫ�� --------------------------- 6
4.2����������� ----------------------------------- 7
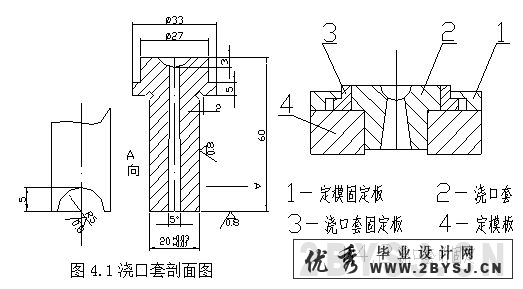
4.2.1�������ijߴ� ---------------------------------- 7
(����ҵ����� www.2bysj.cn)
4.2.2������������ʽ ------------------------------ 7
4.2.3���������Ĺ̶� ------------------------------ 8
4.3�����ڵ���� ----------------------------------- 8
4.4���ڵ���� ------------------------------------ 10
4.4.1���ڵ�ѡ�� ---------------------------------- 10
4.5����ϵͳ��ƽ�� -------------------------------- 11
4.6�����۵���� ---------------------------------- 11
4.7����Ѩ����� ---------------------------------- 11
�����£���������������ӹ����� ---------------- 12
5.1��������Ľṹ��� ------------------------------ 12
�����£���ȴˮ������� -------------------------- 13
�����£���������ļӹ����� --------------------- 13
7.1�������� -------------------------------------- 13
7.2��ǻ�ļӹ����� ---------------------------------- 14
7.3��ǻ�����ļӹ�ǰ���� ---------------------------- 14
�ڰ��£��ṹ�㲿������� -------------------------- 14
�ھ��£���ģ�Ƴ���������� ------------------------ 14
��ʮ�£�ģ������ģ����ģ -------------------------- 15
��ʮһ�£�ģ���Ķ������� -------------------------- 15
���� ------------------------------------------- 19
��л ------------------------------------------- 20
����� -------------------------------------- 16
��¼һ �����ĵı�̣��ӹ����ģ����� -------------------- 17
����һ ��е�ӹ����չ�� ------------------------------ 18