
模具-冷冲扬声器模具设计
无需注册登录,支付后按照提示操作即可获取该资料.
中文摘要:
本设计所用的产品是使用在一些小型的收音机或播放机上的小型扬声器。这种扬声器比较便宜,是一种经济的产品但非常实用。本产品用薄钢板作为材料,用冲孔、拉深、制造工艺生产。这种扬声器适合现代产品轻巧的要求,使收音机收音效果更好。
关键词:扬声器;冲孔;拉深;收音机
Abstract
This design is the speaker using to some little breaker or sound player. The speaker is very
Cheap but it is useful. The speaker is made of the steel. It made by milling hole, taking long
. The speaker suit for modern light production in order to make the radio.
Received better.
Key word:Speaker;knocaking hole ;taking long ;radio
冲压工艺介绍
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔、凸台等。
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。


目录
中文摘要…………………………………………………………………………………...1
Abstract…………………………………………………………………………………….1
第1章 绪论………………………………………………………………………………2
1.1 模具行业的发展现状及市场前景……………………………………………………..2
1.2冲压工艺介绍……………………………………………………………………………2
1.3冲压工艺的种类…………………………………………………………………………2
1.4冲压行业阻力和障碍与突破……………………………………………………………3
(爱毕业设计网 www.2bysj.cn)
第2章 冲模有关术语…………………………………………………………………..5
2.1冲压工序术语……………………………………………………………….….……..…5
2.2 冲模和冲模零件术语……………………………………………………..……………..5
2.3 冲压工艺术语…….…………………………………………………………..………….8
第3章 复合模……………………………………………………………………………10
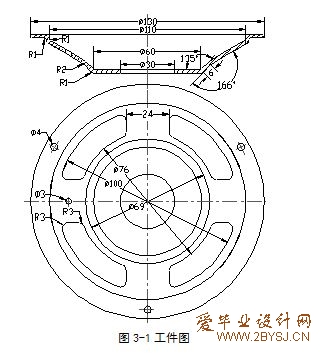
3.1 冲压工件的工艺分析…………………………………………………………………..10
3.2 主要工艺参数计算……………………………………………………….………….….11
3.2.1毛坯尺寸计算…………………………………………………….….…………...11
3.2.2排样……………………………………………………………….….……….…..11
3.3计算第一副模具工序压力………………………………………………..……….…….12
3.3.1落料力…………………………………………………………….…..…..……...13
3.3.2卸料力………………………………………………………………….………...13
3.3.3冲中心孔力………………………………………………………….…………...13
3.3.4推件力…………………………………………………………………….……...13
3.3.5拉深力………………………………………………………………...…..……...13
3.3.6压边力………………………………………………………………….………...13
3.3.7第一副模具冲压设备的选择优………………………………….……………...13
3.4第一副模具主要工作部分尺寸计算……………………………………….…….…….13
3.4.1落料刃口尺寸计算………………………….…………………….……….…….14
3.4.1冲孔刃口尺寸计算…………………………………….……….………….…….15
3.4.1拉深工作部分尺寸计算…………………………….………….………….…….15
3.5弹性元件设计计算…………………………………………………….………….…….16
3.4.1上卸料设计计算…………………………….………………….………….…….16
3.4.1下卸料设计计算………………………….…………………….………….…….16
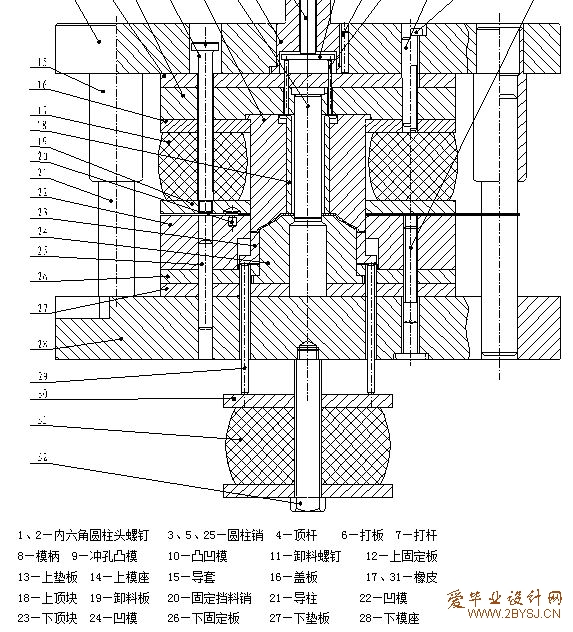
3.6第一副模具零件的设计与计算………………………………………….……….…….17
3.6.1凸模外形尺寸…………………………….……………………….……….…….17
3.6.2凹模尺寸结构…………………………….……………………………….…….18
3.7卸料设计与计算………………………………………………………………….…….18
3.7.1卸料板结构形式…………………………….……………………………….….18
3.7.2卸料螺钉…………………………….…………………………………….…….19
3.8其它零件….…………………………………………………………..………….……..19
3.8.1挡料销…………………………….………………………….………………….19
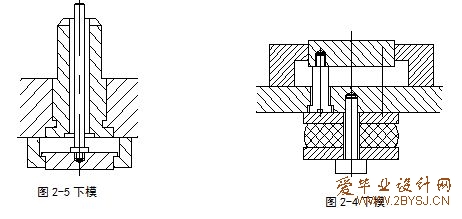
3.8.2上模推件装置…………………….………..……………….…………..……….19
3.8.3弹顶器……………………………………………………….…………………..19
3.8.4模柄….…………………………….………………………….………………….20
3.8.5凸模固定板………………..……….………..……………………………….….20
3.8.6模架选择…………………………………………………………….……..……20
第4章 冲裁模设计…………………………………………………………….…… 21
4.1 冲裁件的工艺分析……………..………………………………………………..……17
4.2 冲压力计算…………….…………………………………………………….…..……20
4.2.1冲裁力……………………………………………………………….…….……21
4.2.2卸料力…………………………………………………………….……….……22
4.2.3推件力…………………………………………………………….…….………22
4.2.4确定模具的压力中心……..………………………………………….….……..23
4.3 凸凹模刃口尺寸计算…………………………………………………….….……..…23
4.4 凸和凹模的结构设计……………………………………………………….….…..…24
4.5 第二副模具冲压设备的选择………………………………………………...……….25
第五章 模具主要零件的加工工艺过程
5.1 凸模、凹模、凸凹模的加工………………………………………………….……26
5.1.1冲 30孔凸模加工……………………………………………….…………26
5.1.2落料、拉深凸凹模加工…………………………………………..…….……26
5.1.3落料凹模加工…………………………………………………..……….……27
5.1.4拉深、冲孔凸凹模…..…………………………………………….…….……28
5.2模柄加工…………….…………………………………………………………..……28
(爱毕业设计网 www.2bysj.cn)
5.3凸模固定板……………..…………………………………………………….………28
5.4上顶块加工…………….………………………………………….………….………29
鸣 谢…………………………………………………………………………….……...30
参考文献………………………………………………………………………….………31